表1 TA2母材的化学成分(w)
Tab.1 Chemical composition of TA2 base metal (w) %
苏允海,刘治宇,刘政军,王同欢
(沈阳工业大学 材料科学与工程学院,沈阳 110870)
摘 要:为了研究TA2钨极氩弧焊的最佳工艺参数,采用自动TIG焊对厚度为5 mm的TA2试板进行了焊接实验.焊后对焊接接头进行了拉伸实验和硬度实验,并对焊接接头的显微组织和拉伸断口进行了观察.结果表明,在焊接电流为170 A、焊接速度为2.0 mm/s的最优参数条件下,焊接接头的抗拉强度为598.3 MPa,断后伸长率为26.7%,断面收缩率为38.5%,焊缝硬度为209 HB,热影响区硬度为182 HB.适宜的焊接工艺参数能够减少焊接接头中马氏体和魏氏组织的产生,并提高焊接接头的强度和塑性.
关 键 词:TA2工业纯钛;钨极氩弧焊;焊接接头;力学性能;显微组织;拉伸断口;焊缝;热影响区
钛及钛合金是极其重要的轻质结构材料.由于具有密度小、比强度高、耐蚀性好和生物相容性好等优点,钛及钛合金广泛应用于航空航天、车辆工程、建筑化工和生物医学工程等领域,因而被称为“太空金属”、“海洋金属”和“智能金属”.近年来,随着我国航空航天领域和汽车行业的高速发展,人们对高强度轻质结构材料的需求量日益增多.2014年我国的海绵钛产量达到了1.5×105 t[1].由于钛具有易被氧化的特点,因此,钛的焊接技术已经成为焊接工程领域的热点研究问题[2-5].焊接质量直接影响钛产品的使用性能,因而制定适宜的焊接工艺是非常必要的.目前,大量科研工作者对钛合金的不同焊接技术进行了研究,研究内容包括等离子弧焊、搅拌摩擦焊、激光焊[6-9]、电子束焊和钨极氩弧焊[10]等.由于钨极氩弧焊具有设备低廉、工艺简单的特点,实际上钛合金的焊接主要以钨极氩弧焊为主.
本文采用自动钨极氩弧焊的焊接方法,对厚度为5 mm的TA2工业纯钛试板进行了焊接.在焊接过程中,通过改变焊接电流和焊接速度来调节焊接工艺参数.焊后对不同工艺参数下的试板进行力学性能测试和显微组织观察,并对焊接头的性能进行对比分析,从而得到能够获得优质焊接接头的焊接工艺参数.
1.1 实验材料
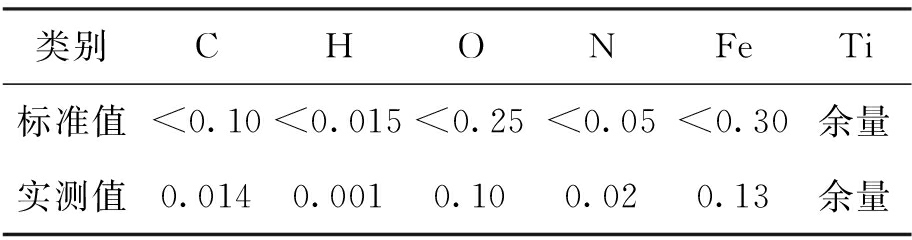
采用退火态TA2工业纯钛作为母材,母材的加工尺寸为150 mm×100 mm×5 mm,母材的化学成分和力学性能分别如表1、2所示.由于钛合金易被空气氧化,而使其表面形成一层致密的氧化膜.因此,实验前需要用砂纸对试板表面进行打磨,并用丙酮进行清洗.实验选用直径为1.2 mm的TA1焊丝,其化学成分如表3所示.
表1 TA2母材的化学成分(w)
Tab.1 Chemical composition of TA2 base metal (w) %
表2 TA2母材的力学性能
Tab.2 Mechanical properties of TA2 base metal

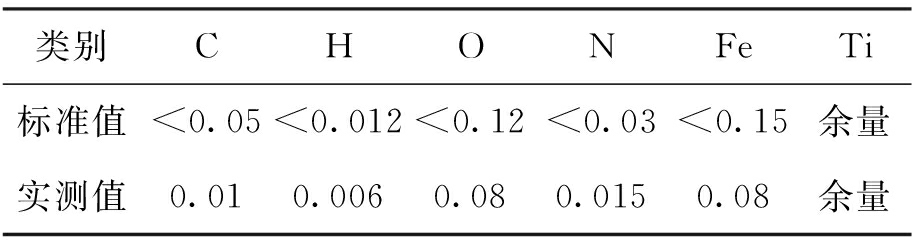
表3 TA1焊丝的化学成分(w)
Tab.3 Chemical composition of TA1 welding wire(w) %
1.2 实验方法
实验采用直流正接的钨极氩弧焊方法.由于在焊接过程中,钛合金易被空气污染,并从250、400、600℃分别开始吸收氢、氧和氮,因而易造成焊接接头的脆化,并增大焊接区的裂纹倾向,导致焊缝产生气孔.因此,在试板的焊接过程中,需要施加正面保护罩和背面保护槽,其示意图如图1所示.在正面保护罩和背面保护槽中通入纯度为99.99%的氩气,且氩气流量为18 L/min.可以通过焊后焊缝的颜色对其保护效果进行判断.若焊缝颜色为银白色和金黄色,则表明保护效果良好,焊接质量合格;若焊缝颜色为蓝色和暗灰色,则表明保护效果极差,焊接质量不合格.
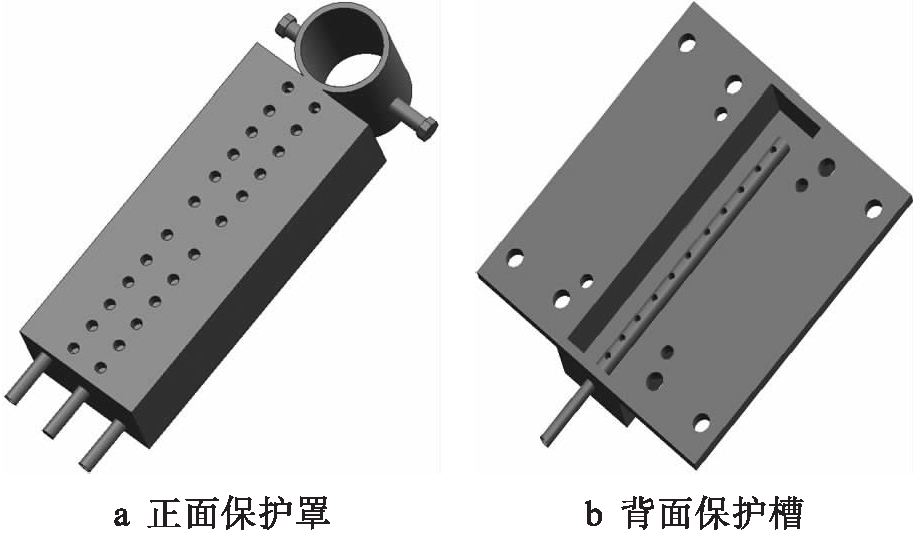
图1 保护装置
Fig.1 Protective device
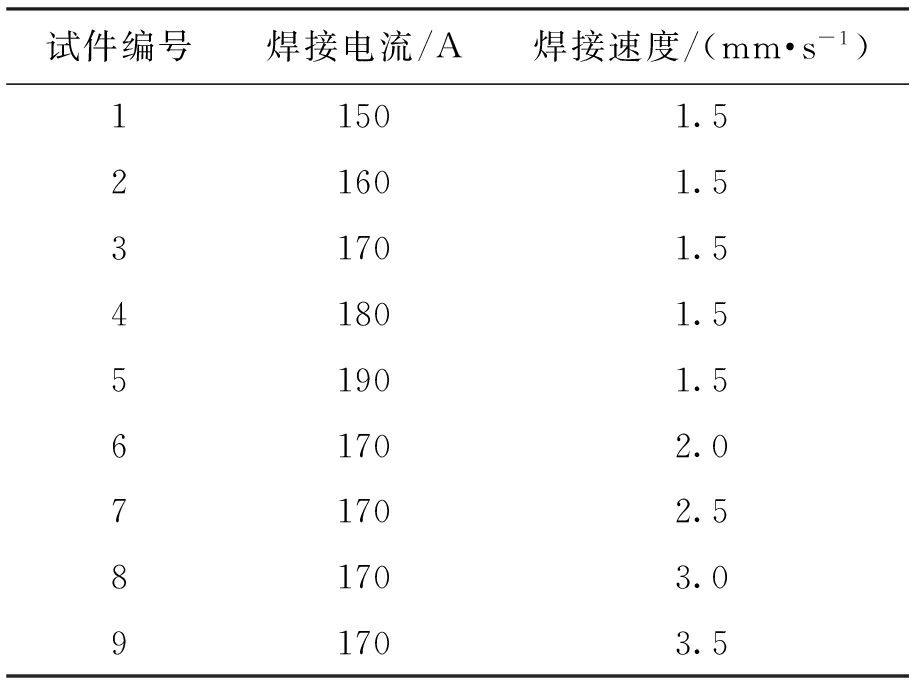
为了保证试件焊透,焊前利用刨床将母材加工出60°的V型坡口,焊接时用卡具将试件固定在背面保护槽上以防止试件变形.在焊接过程中,分别改变焊接电流和焊接速度,具体工艺参数如表4所示.
表4 焊接工艺参数
Tab.4 Welding technological parameters
焊后对试样进行力学性能测试和显微组织观察.将试件加工成尺寸为15 mm×10 mm×5 mm的金相试样后,进行镶嵌、磨制、抛光和腐蚀处理.采用光学显微镜和布氏硬度计对焊接接头的不同区域分别进行显微组织观察和硬度测试.另外,在每个试件上加工出两个标准拉伸试样,用以测试焊接接头的抗拉强度,伸长率及断面收缩率.
2.1 焊接电流对焊接接头力学性能的影响
为了研究不同焊接电流对焊接接头力学性能的影响规律,对不同电流下的焊接接头进行了拉伸测试和硬度测试,且实验发现拉伸断裂部位均为热影响区.
图2为焊接电流对焊接接头拉伸性能的影响曲线.由图2可见,随着焊接电流的增加,焊接接头的抗拉强度、伸长率和断面收缩率曲线呈现出高度的一致性,均遵循先增大后减小的规律,且均在焊接电流(I)为170 A时达到最大值.由图2可知,抗拉强度、伸长率和断面收缩率的最大值分别为595.5 MPa、23.5%和35.6%.

图2 焊接电流对焊接接头拉伸性能的影响
Fig.2 Effect of welding current on tensile properties of welded joints
图3为焊接电流对焊接接头硬度的影响曲线.由图3可见,在不同焊接电流下,母材、焊缝和热影响区(HAZ)三者之间的硬度关系为:母材>焊缝>热影响区.随着焊接电流的增加,焊缝和热影响区的硬度均先减小后增大,并均在I=170 A时达到最小值,此时焊缝硬度为206 HB,热影响区硬度为173.5 HB.
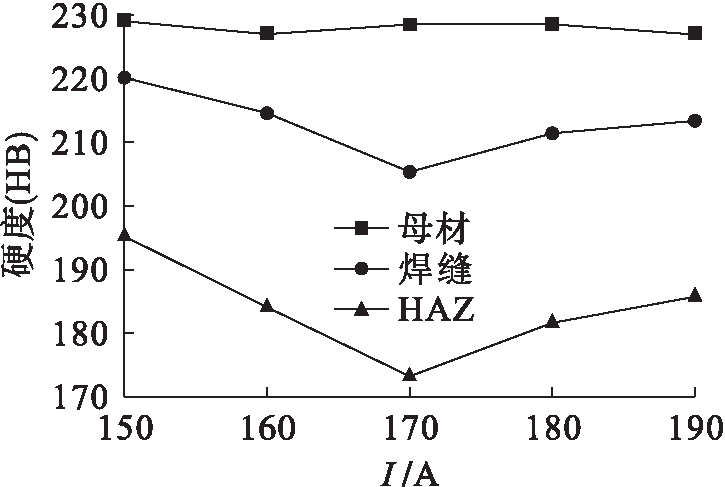
图3 焊接电流对焊接接头硬度的影响
Fig.3 Effect of welding current on hardness of welded joints
由于钛及钛合金并非主要作为耐磨材料应用,且随着焊接电流的变化,焊缝和热影响区的硬度值变化并不是很大,因此,不需要将硬度值作为主要的力学性能指标,但可将其作为参考指标.由图2、3可知,当I=170 A时,焊接接头的力学性能最好.
2.2 焊接电流对焊接接头显微组织的影响
2.2.1 焊接电流对焊缝组织的影响
图4为当焊接速度为1.5 mm/s时,不同焊接电流下焊缝的显微组织.在焊接过程中,焊缝处发生凝固结晶.当焊接电流较小时,热输入较小,焊缝在高温区间停留的时间较短,冷却速度较快,因而可以形成较多的板条状钛马氏体(见图4a).马氏体是高温β相以很快的速度冷却下来,以非扩散形式转变成的过饱和非平衡六方晶格α相,钛马氏体并不像钢中马氏体那样具有显著的强化作用,因而其强化作用并不明显.当焊接电流为170 A时,焊缝的显微组织主要由无序锯齿状α相和少量板条状α相构成(见图4b).因为焊接是一个急热急冷的过程,焊缝凝固过程中晶界来不及长大,所以α相呈现锯齿状.当焊接电流继续增大到190 A时,焊接热输入较大,焊缝处于高温状态的时间较长,焊缝组织比较粗大,且处于过热状态中的焊缝在冷却过程中形成了典型的魏氏组织(见图4c).魏氏组织是高温条件下在β晶粒内形成的长而平直且位向一致的α集束,由于晶界的比表面积较大,因而具有一定的晶界强化作用.
2.2.2 焊接电流对热影响区组织的影响
图5为当焊接速度为1.5 mm/s时,不同焊接电流下热影响区的显微组织.由图5可见,随着焊接电流的增加,焊接热输入增大,α相组织越来越粗大.当焊接电流较小时,热输入较小,热影响区的冷却速度较快,沿着α晶界形成了一定数量的钛马氏体(见图5a).当焊接电流为170 A时,焊接热输入较为适中,α晶粒尺寸比较均匀(见图5b),此时焊接接头的塑性和韧性均较好,且抗拉强度也较大.当焊接电流达到190 A时,热影响区处于过热状态,因而在随后的冷却过程中容易在晶粒内部形成魏氏组织(见图5c).
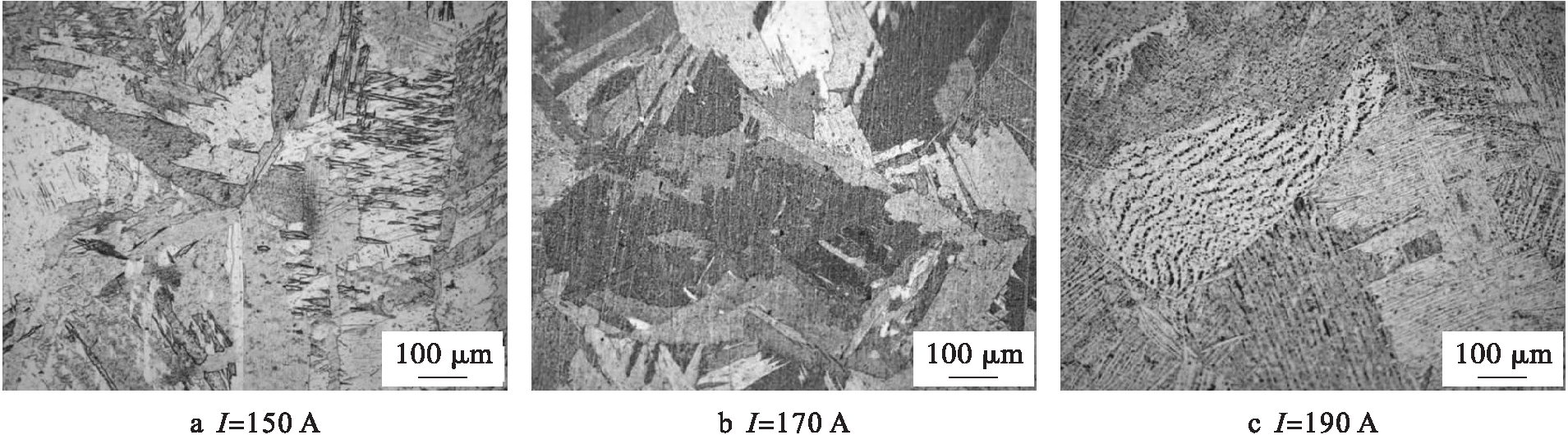
图4 焊接电流对焊缝组织的影响
Fig.4 Effect of welding current on microstructures of welded seam

图5 焊接电流对热影响区组织的影响
Fig.5 Effect of welding current on microstructures of HAZ
2.3 焊接速度对焊接接头力学性能的影响
2.3.1 焊接速度对拉伸性能的影响
为了确定最佳电流(I=170 A)下不同焊接速度对焊接接头力学性能的影响规律,对不同焊接速度下的焊接接头进行了拉伸测试和硬度测试,且实验发现拉伸试件均在热影响区处断裂.
图6为焊接速度对焊接接头拉伸性能的影响曲线.
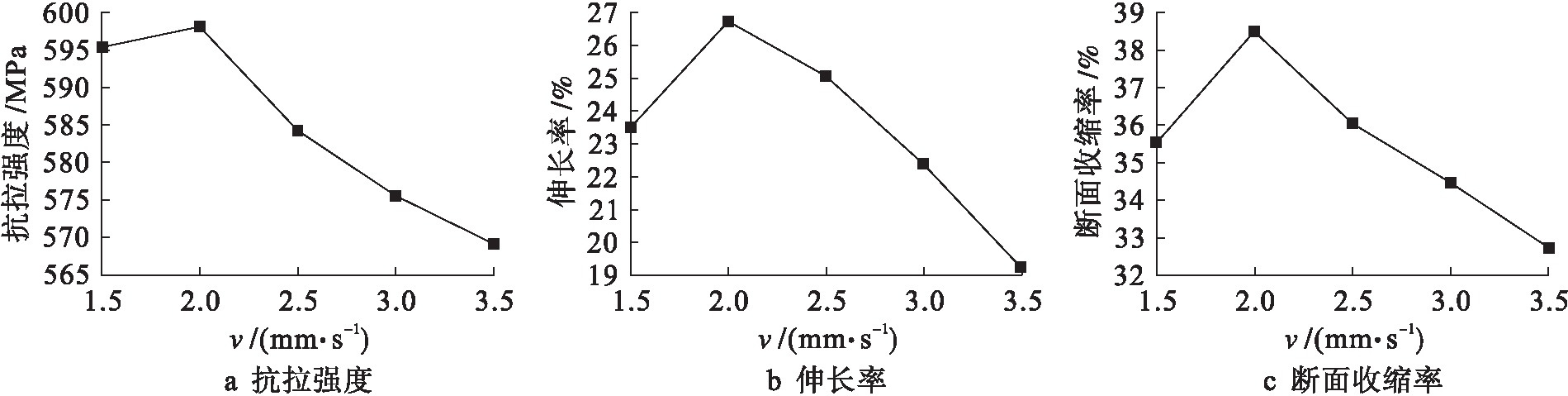
图6 焊接速度对焊接接头拉伸性能的影响
Fig.6 Effect of welding speed on tensile properties of welded joints
由图6可见,随着焊接速度的提高,焊接接头的抗拉强度、伸长率和断面收缩率变化规律一致,变化趋势均为先增大后减小.当焊接速度(v)为2.0 mm/s时,焊接接头的抗拉强度、伸长率和断面收缩率均达到最大值,且分别为598.3 MPa、26.7%和38.5%.
2.3.2 焊接速度对硬度的影响
图7为焊接速度对焊接接头硬度的影响曲线.由图7可见,随着焊接速度的加快,母材的硬度先降低后升高,但硬度的整体变化幅度不大;焊缝和热影响区硬度呈现上升的趋势,但上升的速度比较缓慢.结合图6可知,当I=170 A、v=2.0 mm/s时,焊接接头的综合性能最好,此时焊缝硬度为209 HB,热影响区硬度为182 HB.
2.4 焊接速度对焊接接头显微组织的影响
2.4.1 焊接速度对焊缝组织的影响
图8为当焊接电流为170 A时,不同焊接速度下焊缝的显微组织.当焊接速度由1.5 mm/s增加至2.0 mm/s时,焊接热输入减小,焊缝处于高温状态的时间缩短,焊缝组织得到明显细化,且焊缝中形成了较少的钛马氏体(见图8a、b).当焊接速度继续增加到3.0 mm/s时,一方面,冷却速度较快,形成了较多的钛马氏体;另一方面,较快的焊接速度使得电弧力对熔池的搅拌作用下降,导致形成的焊缝组织比较粗大(见图8c).

图7 焊接速度对焊接接头硬度的影响
Fig.7 Effect of welding current on hardness of welded joints
2.4.2 焊接速度对热影响区组织的影响
图9为当焊接电流为170 A时,不同焊接速度下热影响区的显微组织.由图9可见,随着焊接速度的加快,热影响区的晶粒尺寸逐渐减小.当焊接速度为1.5 mm/s时,热影响区中产生了少量的钛马氏体(见图9a).随着焊接速度的增大,电弧作用于焊接接头的时间缩短,热影响区的冷却速度加快,导致形成钛马氏体的数量随之增多(见图9b、c),此时热影响区的硬度增大,但焊接接头的塑性和韧性变差.
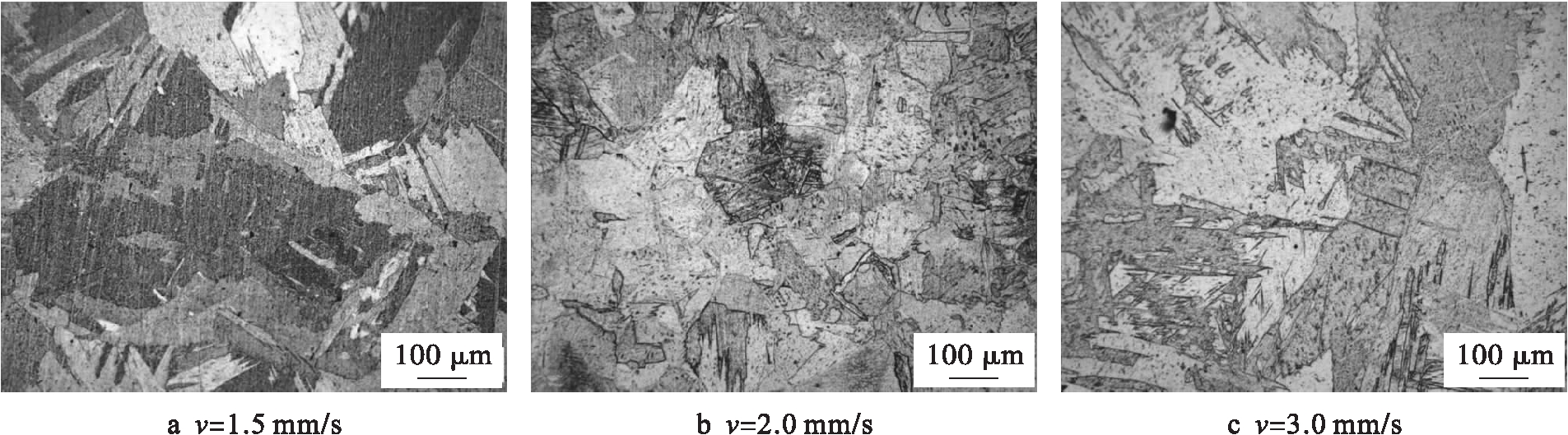
图8 焊接速度对焊缝组织的影响
Fig.8 Effect of welding speed on microstructures of welded seam
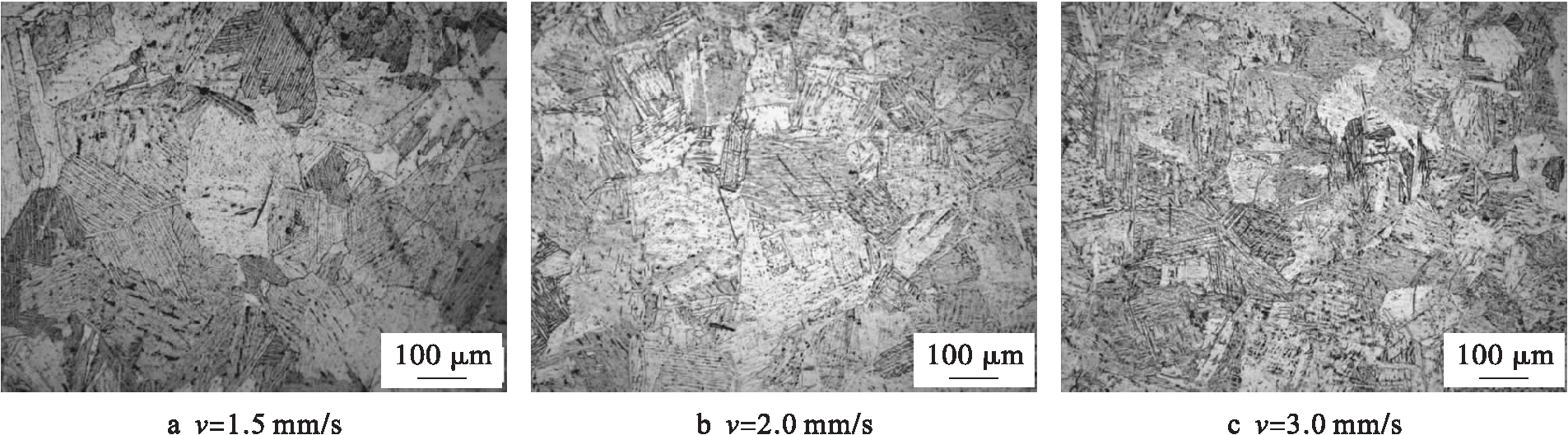
图9 焊接速度对热影响区组织的影响
Fig.9 Effect of welding speed on microstructures of HAZ
2.5 拉伸断口分析
图10为不同工艺参数下母材与焊接接头的拉伸断口形貌.图10a为母材的拉伸断形貌口.可见,母材断口中韧窝数量较多且尺寸较小,表明母材的塑性很好.当焊接电流为170 A、焊接速度为2.0 mm/s时,焊接接头的塑性较好.由图10b可以观察到,此时断口中存在大量的韧窝,但相对于母材的韧窝而言,焊接接头的韧窝尺寸明显增大很多,表明焊接接头的塑性低于母材.当焊接电流为190 A、焊接速度为1.5 mm/s时,由图10c可以观察到,断口中韧窝的数量大幅度减小,取而代之的是大量准解理面的出现,导致焊接接头的塑性明显下降.
针对TA2工业纯钛的钨极氩弧焊焊接工艺进行了研究,并对焊接接头进行了力学性能测试和显微组织观察,从而确定了最佳焊接工艺参数.通过实验分析,可以得到如下结论:
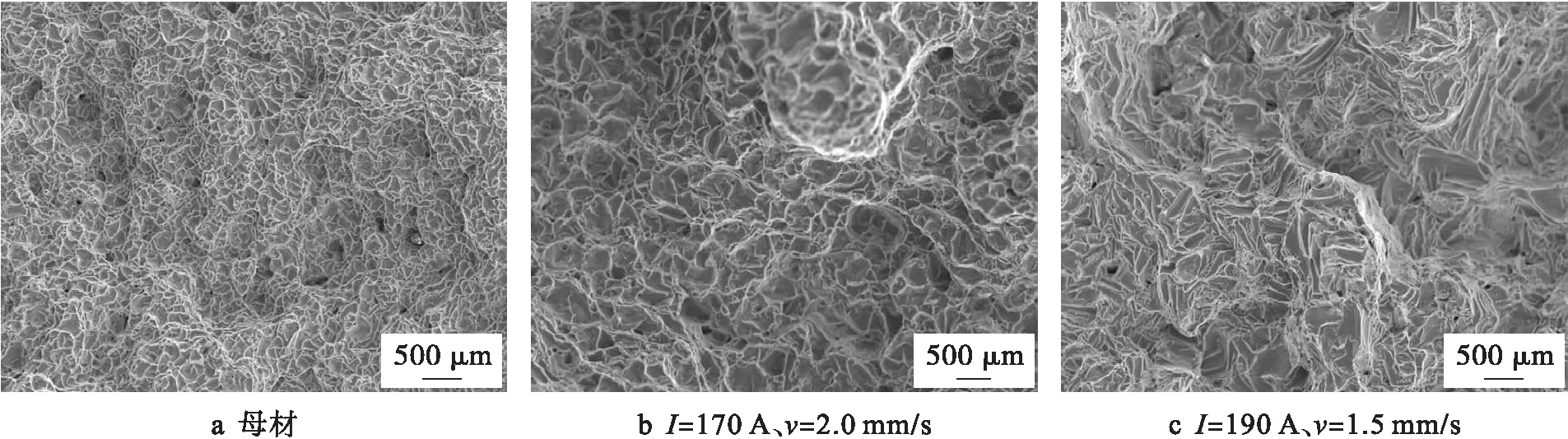
图10 不同工艺参数下母材与焊接接头的拉伸断口
Fig.10 Tensile fracture surfaces of base metal and welded joints under different technological parameters
1) TA2钨极氩弧焊的最佳焊接工艺参数为I=170 A、v=2.0 mm/s;此时焊接接头的抗拉强度为598.3 MP,断后伸长率为26.7%,断面收缩率为38.5%,焊缝硬度为209 HB,热影响区硬度为182 HB.
2) 当焊接热输入过小或过大时,焊接接头组织中会分别出现马氏体和魏氏组织,从而导致焊接接头的力学性能下降;当焊接热输入适中时,焊接接头中不会产生马氏体和魏氏组织,此时焊接接头的力学性能最好.
3) TA2母材的塑性很好,断口中存在大量细小的韧窝;最佳工艺参数下焊接接头的塑性低于母材,断口中韧窝较为粗大;当断口中出现大量的准解理面时,焊接接头的塑性较差.
参考文献(References):
[1]贾翃.2014年中国钛工业发展报告 [J].钛工业进展,2015,32(2):1-6.
(JIA Hong.Report on China titanium industry progress in 2014 [J].Titanium Industry Progress,2015,32(2):1-6.)
[2]李清华,胡树兵,李行志,等.TC4钛合金焊接接头组织不均匀性与疲劳性能 [J].材料工程,2010(1):62-67.
(LI Qing-hua,HU Shu-bing,LI Xing-zhi,et al.Microstructure heterogenicity and fatigue property of weld joints of TC4 titanium alloy [J].Journal of Materials Engineering,2010(1):62-67.)
[3]陈文静,赵平,邱涛.TC6钛合金焊接接头性能研究 [J].稀有金属材料与工程,2012,41(2):161-163.
(CHEN Wen-jing,ZHAO Ping,QIU Tao.Study on performance of TC6 titanium alloy welded joint [J].Rare Metal Materials and Engineering,2012,41(2):161-163.)
[4]韦生,费东,田雷,等.钛及钛合金焊接工艺探讨 [J].焊接技术,2013,42(4):73-75.
(WEI Sheng,FEI Dong,TIAN Lei,et al.Welding process of titanium and titanium alloy [J].Welding Technology,2013,42(4):73-75.)
[5]乔永莲,刘会军,许茜,等.TC4钛合金表面氧化皮去除 [J].沈阳工业大学学报,2014,36(2):165-169.
(QIAO Yong-lian,LIU Hui-jun,XU Qian,et al.Removal of oxide skin on surface of TC4 titanium alloy [J].Journal of Shenyang University of Technology,2014,36(2):165-169.)
[6]Cheng D H,Huang J H,Lin F H,et al.Microstructure and mechanical analysis of Ti-6Al-4V laser butt weld joint [J].Transactions of the China Welding Institution,2009,30(2):103-106.
[7]张健,杨锐.激光焊接钛合金薄板时的功率控制 [J].中国激光,2012,39(1):1-4.
(ZHANG Jian,YANG Rui.Control of laser power during titanium alloy thin plate welding [J].Chinese Journal of Lasers,2012,39(1):1-4.)
[8]董智军,吕涛,雷正龙,等.激光焊接TC4钛合金组织性能研究 [J].航天制造技术,2013(1):27-30.
(DONG Zhi-jun,LÜ Tao,LEI Zheng-long,et al.Microstructure and mechanical properties of laser welded TC4 alloys [J].Aerospace Manufacturing Technology,2013(1):27-30.)
[9]魏英姿,冯艺君,王红,等.TC4钛合金CO2激光焊接试验研究 [J].沈阳理工大学学报,2011,30(1):69-74.
(WEI Ying-zi,FENG Yi-jun,WANG Hong,et al.Experimental study on CO2 laser welding of TC4 titanium alloy [J].Journal of Shenyang Ligong University,2011,30(1):69-74.)
[10]郭豫鹏,狄士春,韦东波,等.TA1纯钛TIG焊的接头组织与性能分析 [J].电加工与模具,2014(3):56-61.
(GUO Yu-peng,DI Shi-chun,WEI Dong-bo,et al.Microstructure and properties analysis of TA1 joint in TIG welding [J].Electromachining and Mould,2014(3):56-61.)
(责任编辑:尹淑英 英文审校:尹淑英)
SU Yun-hai,LIU Zhi-yu,LIU Zheng-jun,WANG Tong-huan
(School of Materials Science and Engineering,Shenyang University of Technology,Shenyang 110870,China)
Abstract:In order determine the optimum technological parameters of tungsten argon arc welding for TA2,the welding test for the TA2 test plate with a thichness of 5mm was performed with automatic TIG welding.The tensile test and hardness test as well as the observations on the microstructure and tensile fracture surface were performed for the welded joints.The results show that under the optimum condition with the welding current of 170 A and the welding speed of 2.0 mm/s,the ultimate tensile strength of welded joint is 598.3 MPa,the elongation to failure is 26.7%,the reduction rate in area is 38.5%,the hardness of welded seam is 209 HB,and the hardness of heat affected zone is 182 HB.The appropriate welding parameters can reduce the formation of martensite and widmanstatten structures in the welded joints,and improve the strength and plasticity of welded joints.
Key words:TA2 commercial pure titanium; tungsten argon arc welding; welded joint; mechanical property; microstructure; tensile fracture; welded seam; heat affected zone (HAZ)
收稿日期:2015-07-13.
基金项目:辽宁省博士启动基金资助项目(20131017).
作者简介:苏允海(1980-),男,辽宁大连人,讲师,博士,主要从事材料焊接及表面强化等方面的研究.
doi:10.7688/j.issn.1000-1646.2016.02.06
中图分类号:TG 444
文献标志码:A
文章编号:1000-1646(2016)02-0153-06
*本文已于2015-12-07 16∶20在中国知网优先数字出版.网络出版地址:http://www.cnki.net/kcms/detail/21.1189.T.20151207.1620.048.html