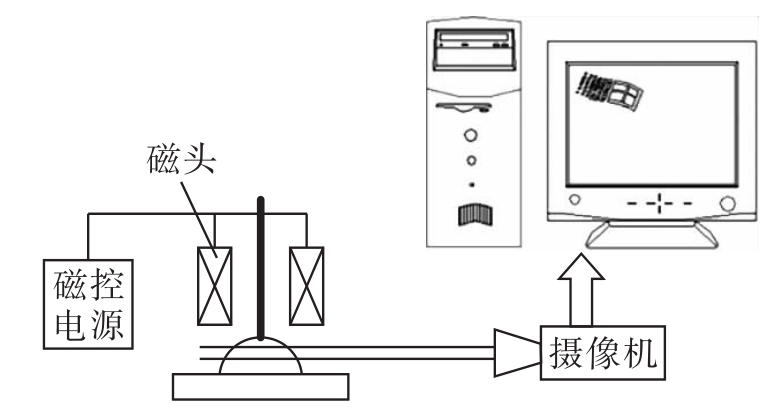
图1 焊接电弧的高速摄像系统
Fig.1 High speed camera system for welding arc
常云龙 1,白 金 1,刘 丹 1,梅 强 1,2
(1.沈阳工业大学材料科学与工程学院,沈阳110870;2.大连海洋大学 应用技术学院,辽宁 大连 116300)
摘 要:为了促进CO 2焊接的发展,降低焊接飞溅率与改善焊缝成形显得至关重要.在具有不同磁场强度与磁场频率的外加纵向磁场作用下,通过高速摄像技术观测了焊接电弧形态,同时测量了焊缝熔宽和熔深的变化.结果表明,当励磁电流为1 A、励磁频率为50 Hz时,焊接电弧由最初的锥形变为钟罩形,并按一定方向旋转,焊接电弧的刚性和稳定性得到了增强,因而焊接效果较好.随着磁场参数的增加,焊缝的熔宽与熔深先增加后减小.因此,通过采用一定范围内的磁场参数,可以达到有效改善焊缝成形并降低焊接飞溅的效果.
关 键 词:CO 2焊;纵向磁场;磁场参数;焊接电弧;焊缝成形;飞溅;高速摄像;熔宽;熔深
步入21世纪后,中国正向现代化国家发展,发达的工业成为国家发展的有力保证.短路过渡CO 2焊实际上是电弧对焊件的间断加热过程,具有电弧稳定、热量集中、高效节能和成本低等优点.因此,短路过渡CO 2焊在工程机械行业中应用较广.然而,焊接飞溅大、焊缝成形差是短路过渡CO 2焊不可避免的缺陷,这些缺陷会导致焊接质量下降,熔敷效率降低,从而造成焊材的浪费 [1-6].众所周知,电弧等离子体由正负离子和自由电子组成,电弧等离子体具有导电性的同时,还与磁场具有相互作用性.因此,可以通过外加磁场来控制电弧形态,从而实现改善短路过渡CO 2焊缺点的目的 [7-8].
目前,有关电磁作用下焊接过程的研究较多. Arungalai等 [9]人研究了外加磁场对焊接电弧的作用后发现,外加磁场使得电弧高速旋转,并提高了电弧温度.刘政军等 [10]人研究了低频磁场对TIG焊电弧行为的影响后发现,外加纵向磁场后,TIG焊电弧中的粒子由最初的发散下落转变为旋转下落,同时电弧发生了收缩,电弧压力值减小.董旭等 [11]人研究了外加磁场对焊缝成形的影响并发现,焊缝组织的均匀性和细化程度会随着励磁电流、励磁频率的增加呈现先变好后变差的趋势.可见,外加磁场能够在一定程度上改善焊缝成形,改变焊接电弧形态,从而为焊接过程提供有利条件.
实验设备主要包含自行研制的MCWE-10/100型耦合磁控设备、Fronius-Trans Plus Synerglc 3200焊机、大功率激光光源、Photron Fastcam Ultima 512高速摄像机,以及弧焊过程高速摄像与电信号动态分析系统.利用磁场发生装置与CO 2焊机的协同作用,比较分析了不同励磁频率和励磁电流下的焊接电弧行为与焊缝成形规律.焊接电弧的高速摄像系统示意图如图1所示.
图1 焊接电弧的高速摄像系统
Fig.1 High speed camera system for welding arc
实验母材为 Q235钢板,其尺寸为200 mm× 40 mm×5 mm.焊丝为H08Mn2SiA,其直径为1.2mm.保护气体为纯CO 2,且气体流量为15 L/min.实验中高速摄像帧数为2000,快门速度为1/2 000 s,光圈数为22,分辨率为512×512.在焊接过程中,焊接电流为180 A,电弧电压为22.6 V,焊接速度为29.16 cm/min,送丝速度为34 cm/min.
2.1 外加磁场对焊接电弧行为的影响
2.1.1 励磁电流
图2为在其他焊接参数保持不变的情况下,利用高速摄像机拍摄到的在不同磁场强度作用下的焊接电弧形态.
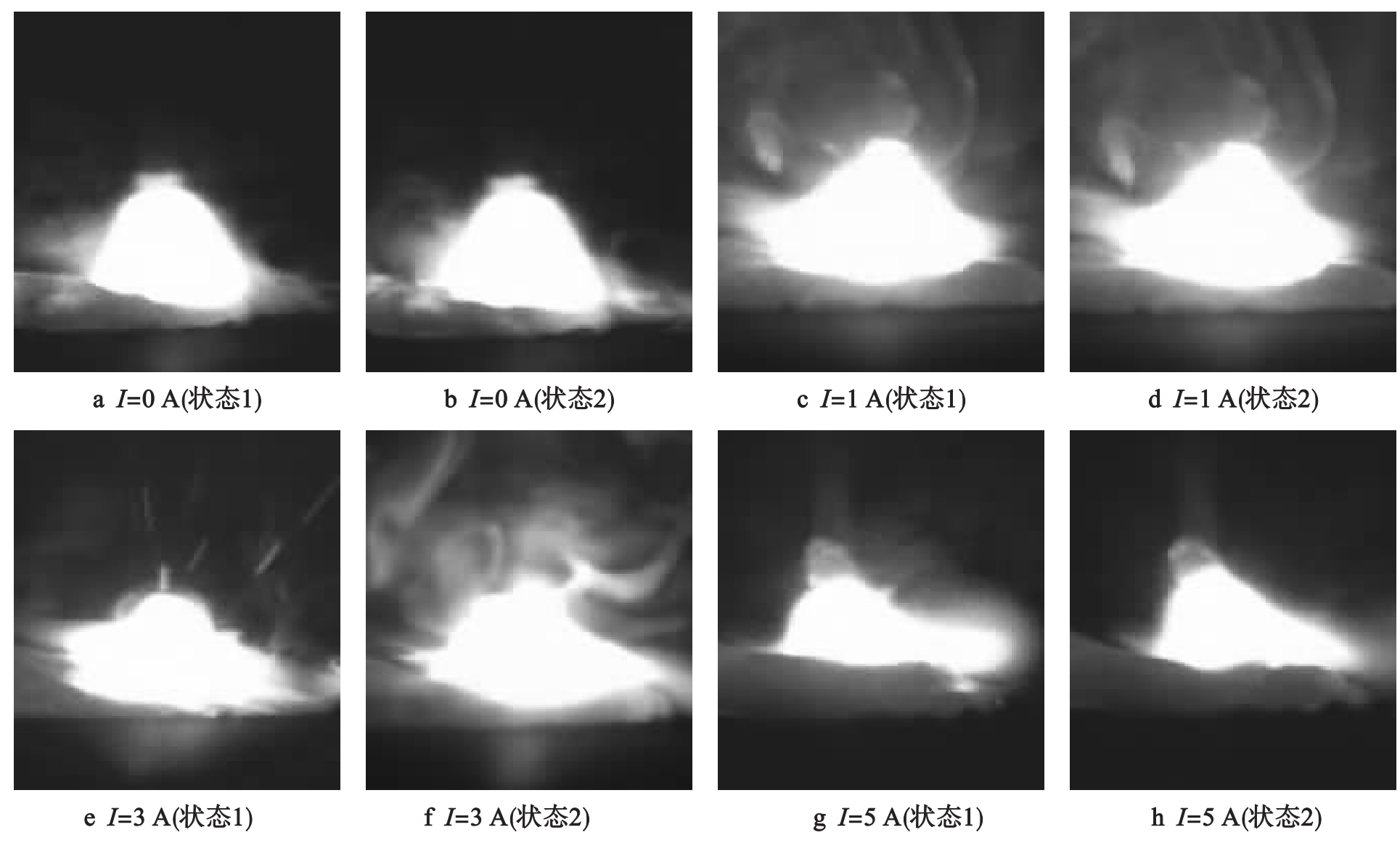
图2 不同磁场强度下的电弧形态
Fig.2 Arc morphologies under different magnetic field intensities
由图2a、b可知,当未施加外加磁场时,焊接电弧形态中心对称,自上而下呈发散状态,且外观呈锥形.由图2c、d可知,当外加磁场的励磁电流I为1 A时,焊接电弧开始向四周扩散,电弧形态整体表现为上收下散的状态,呈钟罩形,且在洛伦兹力作用下焊接电弧开始发生旋转.此时焊接电弧形态比较稳定,焊接效果较好.由图2e、f可知,当外加磁场的励磁电流为3 A时,相对于图2c、d而言,焊接电弧的旋转趋势加强,且焊接电弧不再以焊丝的竖直位置为中心呈现出对称状态,而是向周围发生了一定程度的偏移.此时,由于电弧旋转程度的加剧,电弧形态变得不规整、不稳定.由图2g、h可知,当将外加磁场的励磁电流提高至5A时,电弧形态发生了大角度的偏转,变得十分不稳定,且此时电弧旋转的半径相对减小,焊接飞溅较大.
图3为在其他焊接参数保持不变的情况下,不同磁场强度下的电流电压波形图.由图3a、b可知,当未施加外加磁场时,由于传统CO 2焊接过程不稳定,电弧燃弧时间相差很大,熔滴短路过渡时间也并不相同,且在0.08~0.10 s处出现了断丝现象.由图3c、d可知,当外加磁场的励磁电流为1 A时,由于电磁力的作用提升了电弧中带电粒子的密度,以及电弧的刚度和稳定性,促进了短路液桥的形成,使得电弧的燃弧时间与熔滴过渡时间变得均匀,且熔滴过渡频率得到了明显提高.由图3e、f可知,当外加磁场的励磁电流为3 A时,相对于图3c、d而言,由于电磁力的进一步增大,电弧稳定性变差,电弧的燃弧时间和熔滴过渡时间增加,熔滴过渡频率降低,因而焊接性变差.由图3g、h可知,当励磁电流增大到5A时,焊接过程依然不稳定,且与外加磁场的励磁电流为3 A时的情况相差不大.
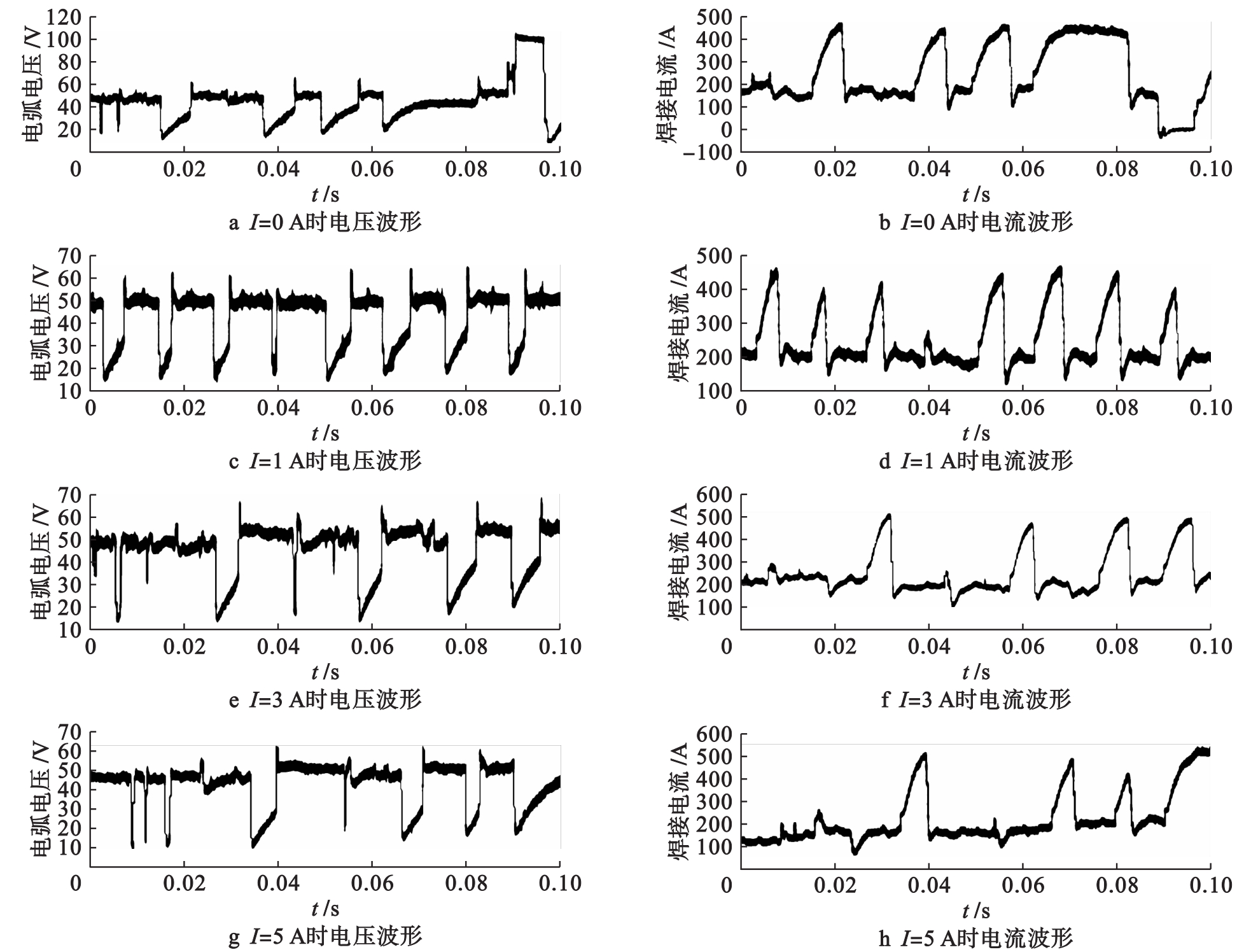
图3 不同磁场强度下的电流电压波形
Fig.3 W ave forms of current and voltage under different magnetic field intensities
2.1.2 励磁频率
图4为当励磁电流为1 A,不同励磁频率下的电弧形态.由图4a、b可知,当外加磁场的励磁频率f为10 Hz时,电弧形态发生了改变,且电弧上部出现了收缩迹象.由图4c、d可知,当外加磁场的励磁频率为30 Hz时,焊接电弧下端发生了扩散,弧长略微减小,且电弧存在被压扁迹象.由图4e、f可知,当外加磁场的励磁频率为50 Hz时,焊接电弧形态发生了很大程度上的扩散,呈现出钟罩形,且焊接电弧形态较稳定.由图4g~j可知,当外加磁场的励磁频率增加到70~90 Hz时,电弧形态存在收缩现象,电弧半径有所减小,特别是当励磁频率达到90 Hz时,焊接电弧半径减小得最为明显.
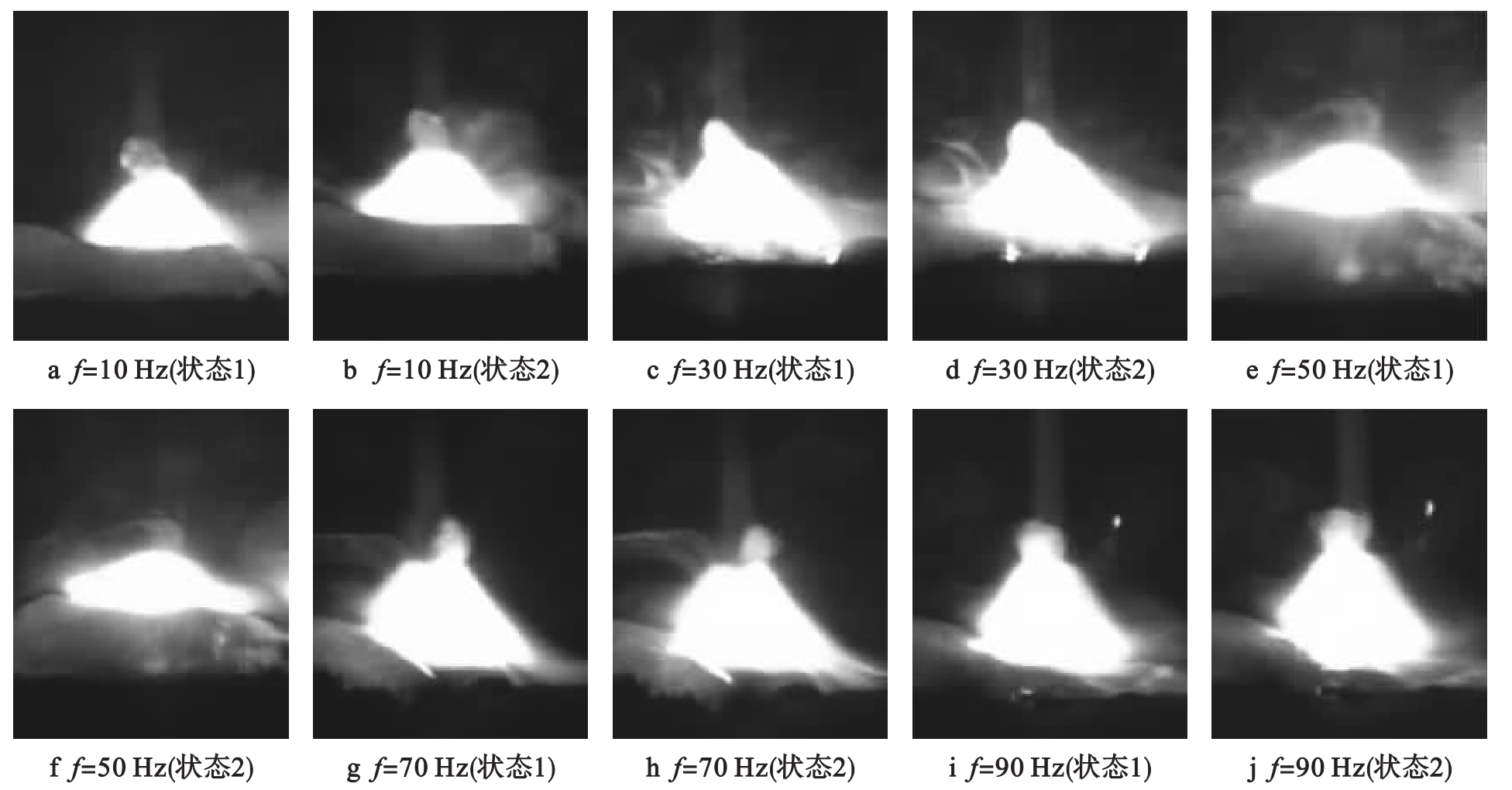
图4 不同磁场频率下的电弧形态
Fig.4 Arc morphologies under different magnetic field frequencies
图5为当励磁电流为1 A时,不同磁场频率下的电流电压波形图.由图5a~f可知,当外加磁场的励磁频率由10 Hz逐渐增加到50 Hz时,电弧的燃弧时间逐渐减小,熔滴短路过渡时间逐渐降低,熔滴过渡频率相应提高,因而焊接效果逐渐提高.特别是当外加磁场的励磁频率达到50 Hz时,焊接电流电压波形曲线最为规整,短路过渡电流最低,飞溅率最小.由图5g~j可知,随着外加磁场励磁频率的继续增加,长时间内熔滴未发生相应的过渡,燃弧时间较长,焊接电流电压波形曲线开始变得混乱,此时焊接稳定性下降,焊接效果变差.因此,在一定范围内改变外加磁场的励磁频率大小,可以有效控制焊接电弧形态,提高熔滴过渡频率,降低焊接飞溅,提高焊接过程的稳定性.
2.2 外加磁场对焊缝成形的影响
2.2.1 焊缝的宏观形貌
图6为不同磁场强度下焊缝的宏观形貌.由图6a可见,当无外加磁场时,焊缝的熔宽最小,飞溅率最大,在试件上可以清晰地观察到较多的大颗粒飞溅物与一些小颗粒飞溅物.焊缝的鱼鳞纹间距较大,成形不好.由图6b可见,当外加磁场的励磁电流为1 A时,焊缝的熔宽增加,试件上的飞溅物数量减少,仅观察到了较少的大颗粒飞溅物与少量的小颗粒飞溅物.对比图6b、c可知,当外加磁场的励磁电流为3 A时,飞溅明显增多,且能够清晰地观察到试件上存在几颗较大飞溅物,此时外加磁场对焊接飞溅的控制效果开始下降,焊缝熔宽有所减小.由图6d可见,当外加磁场的励磁电流为5 A时,试件上再次出现了大量飞溅物,飞溅物数量甚至多于不加外加磁场时的情况,此时外加磁场不再具有较好的控制作用.综上所述,随着外加磁场强度的增大,焊缝的熔宽先增大后减小,焊接飞溅呈现出先减小后增大的趋势.因此,在一定范围内调节磁场参数,可以有效减低焊接飞溅,改善焊缝成形,提高焊接质量.
2.2.2 焊缝的熔宽和熔深
图7、8为焊缝熔宽和熔深与不同磁场强度的关系.由图7可见,当励磁电流由0 A增加至2 A时,随着外加磁场强度的增加,焊缝熔宽随之增加,且当励磁电流为2 A时,焊缝熔宽达到最大值.此后,随着磁场强度的继续增加,焊缝熔宽呈逐渐减小的趋势.由图8可见,焊缝熔深随磁场强度的变化表现出相似的规律.当励磁电流为2 A时,焊缝熔深达到最大值.
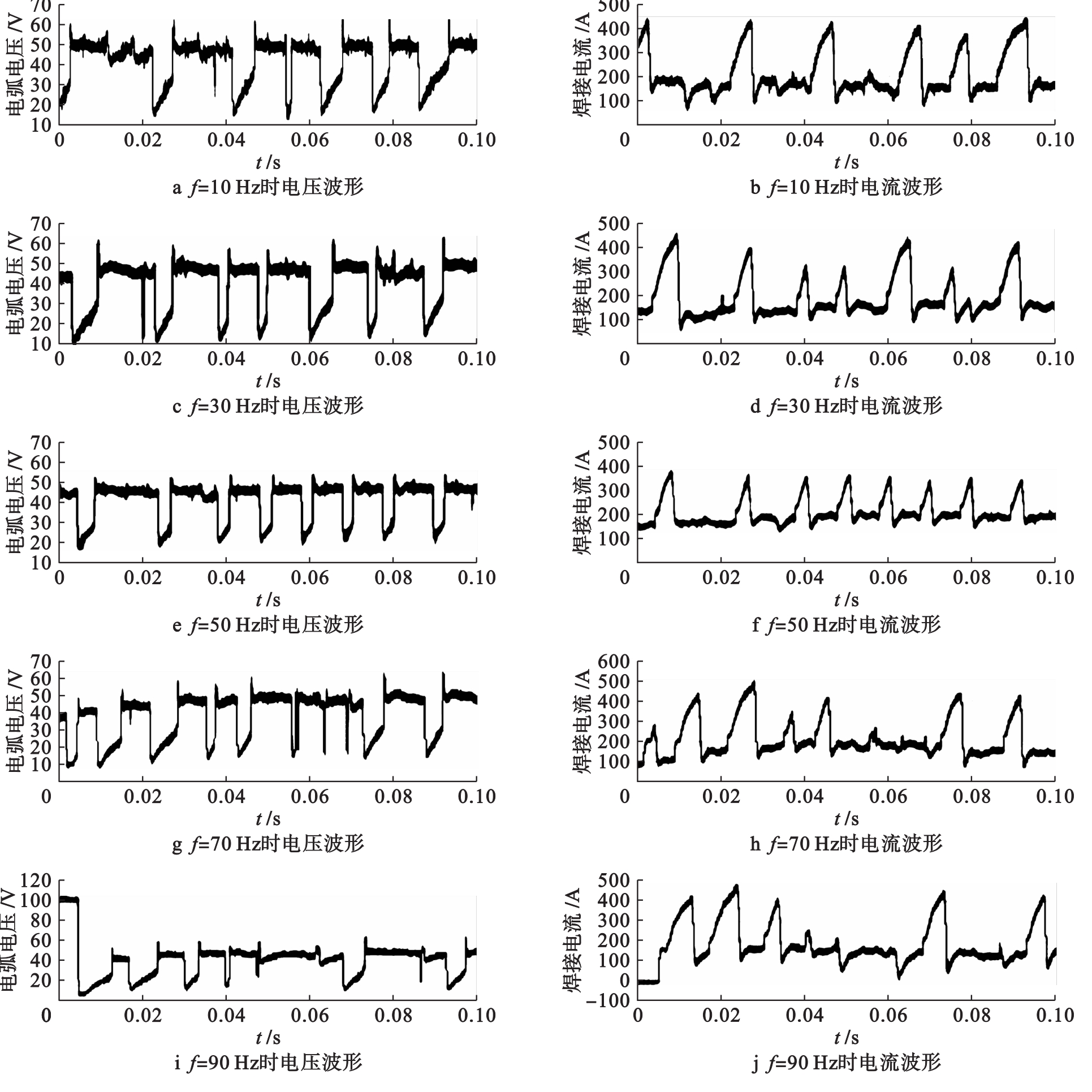
图5 不同磁场频率下的电流电压波形
Fig.5 Waveform s of current and voltage under different magnetic field frequencies
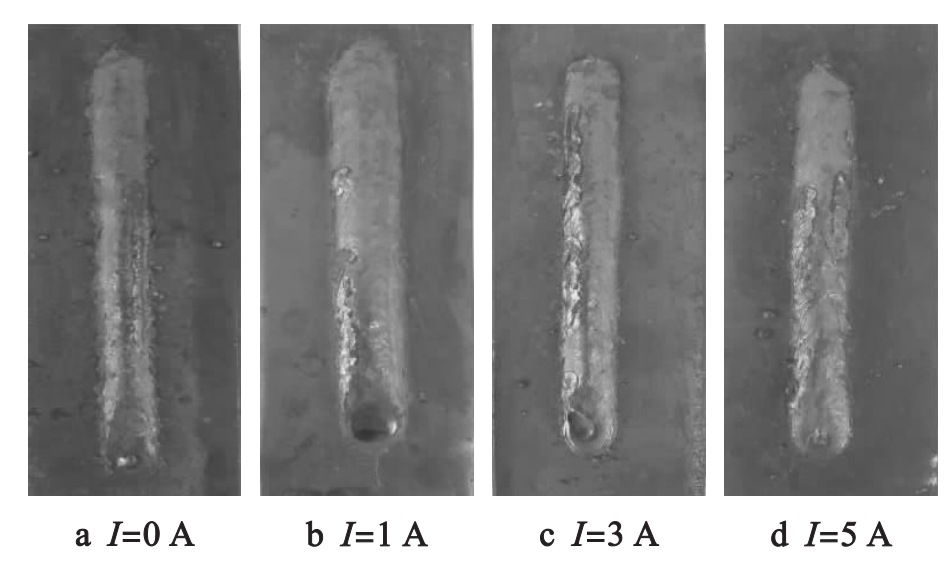
图6 不同磁场强度下焊缝的宏观形貌
Fig.6 Macroscopic morphologies of weld bead under different magnetic field intensities
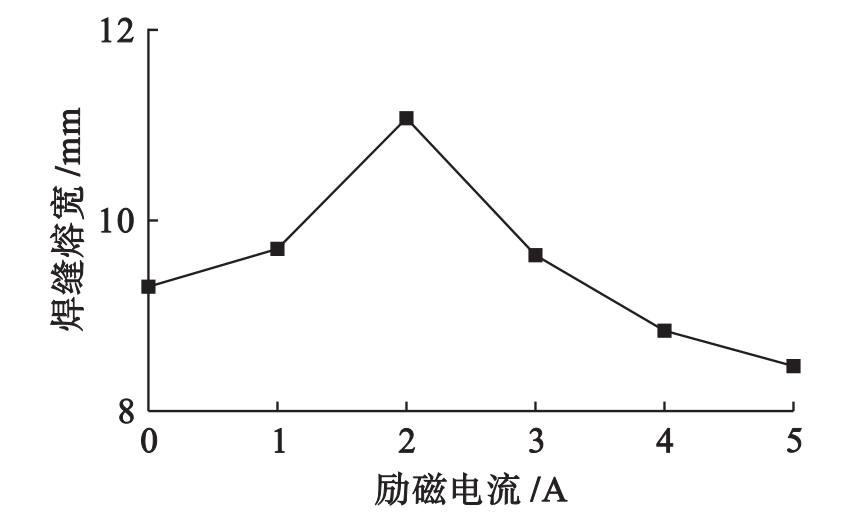
图7 不同励磁电流下的焊缝熔宽
Fig.7 Weld width of weld bead under different excitation current
随着外加磁场强度的增加,焊缝熔宽和熔深表现出先增加后减小的特点.当在焊接过程中施加较小强度的励磁电流后,电磁力作用会引起焊接电弧的扩张,使得电弧形态呈现为钟罩形,焊接电弧半径随之增大,电弧对焊缝作用面积随之增加,因而焊缝的熔宽会相应增加.同时由于磁场的施加,焊接电弧出现了旋转形态,增加了电弧的稳定性与刚度,使得电弧能量增强,进而电弧对熔深的作用效果增加,因此,熔深相应增加.然而,随着磁场强度的不断增加,焊缝的熔深和熔宽会出现减小的现象.这种实验现象可以主要归结于以下几点原因:首先,随着磁场强度的增加,电弧发生了旋转,旋转的电弧将产生一个环形电流,环形电流将产生特定方向上的纵向磁场,且该磁场与原磁场在同一条直线上且方向相反,因此,该磁场在一定程度上削弱了原磁场的作用,使得焊缝的熔深和熔宽减小;其次,随着磁场强度的增加,焊接电弧半径越大,纵向磁场会产生更大的横向分量,减弱了纵向磁场的作用,使得电弧变得不稳定,电弧能量降低,因此,熔深变浅;再次,当电弧扩散到一定程度时,电弧中粒子的旋转半径增大,使得电弧与周围空气的接触面积增加,周围空气的冷却作用与CO 2自身分解带走的热量会使焊接电弧能量降低,而电弧具有使自身保持能量损失最小的倾向,因此,焊接电弧会发生收缩,从而导致焊缝的熔宽减小 [12].
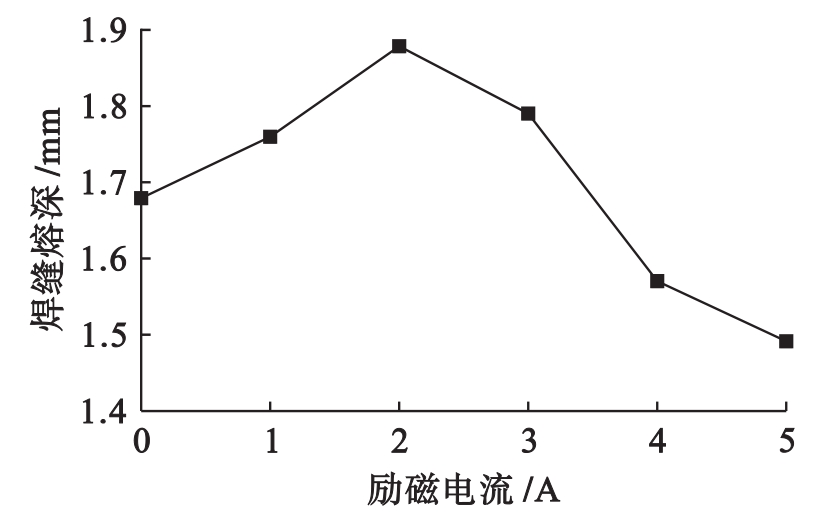
图8 不同励磁电流下的焊缝熔深
Fig.8 W eld penetration of weld bead under different excitation current
通过对外加纵向磁场对CO 2焊接过程产生的影响进行研究,对比分析了不同磁场参数作用下的焊接电弧形态.通过以上实验分析,可以得到如下结论:
1)在一定磁场参数范围内,外加纵向磁场可以有效控制焊接电弧形态,提高电弧的刚度与稳定性,使得焊接电流电压波形曲线变得稳定而有规律性.
2)在一定磁场参数范围内,外加纵向磁场可以改善焊缝的宏观形貌,使得焊缝的熔宽和熔深增加.
3)当励磁电流为1 A、励磁频率为50 Hz时,焊接电弧比较稳定,电弧形态由锥形变为钟罩形,并带有一定程度的旋转,焊缝成形性较好.
参考文献:(
References:):
[1]常云龙,刘晓龙,路林,等.短路过渡CO 2焊研究现状与展望[J].焊接技术,2013,42(3):1-5.(CHANG Yun-long,LIU Xiao-long,LU Lin,et al. Research status and prospect of short circuiting CO 2gas shielded arc welding[J].Welding Technology, 2013,42(3):1-5.)
[2]Lee SH,Kim S J,Lee B Y,et al.The effect of external electromagnetic force in gas metal arc welding on the transfer mode[J].Key Engineering Materials,2005,297:2825-2830.
[3]康惠,凌泽民,黄彦彦.CO 2气体保护焊短路过渡的电弧特性分析[J].热加工工艺,2010,39(15):170-172.(KANG Hui,LING Ze-min,HUANG Yan-yan.Analysis on arc characteristic of short circuiting transfer in CO 2arc welding[J].Hot Working Technology,2010,39(15):170-172.)
[4]Luo J,Luo Q,Wang X L,et al.EMS-CO 2welding:a new approach to improve droplet transfer characteristics and welding formation[J].Materials and Manufacturing Process,2010,25(11):1233-1241.
[5]华爱兵,殷树言,陈树君,等.纵向磁场对MAG焊电弧及熔滴过渡的控制作用[J].机械工程学报,2010,46(14):95-100.(HUA Ai-bing,YIN Shu-yan,CHEN Shu-jun,et al. The control effect of longitudinal magnetic field on MAG welding arc and droplet transfer[J].Journal of Mechanic Engineering,2010,46(14):95-100.)
[6]刘政军,李乐成,武小娟,等.堆焊电流对Fe-Cr-Ti-C堆焊层组织性能的影响[J].沈阳工业大学学报,2013,35(3):263-267.(LIU Zheng-jun,LI Le-cheng,WU Xiao-juan,et al. Effect of surfacing current on micro structure and properties of Fe-Cr-Ti-C alloy surfacing layer[J].Journal of Shenyang University of Technology,2013,35(3):263-267.)
[7]Kah P,Suoranta R,Martikainen J.Advanced gas metal arc welding processes[J].The International Journal of Advanced Manufacturing Technology,2014,67(1/2/3/4):655-674.
[8]Chang Y L,Liu M X,Lu L,et al.The influence of longitudinal magnetic field on the CO 2arc shape[J].Plasma Science and Technology,2015,17(4):321-326.
[9]Arungalai V S,Manoharan S,Buvanashekaran G,et al.Development of a M IAB welding module and experimental analysis of rotational behavior of arc simulation of electromagnetic force distribution during M IBA welding of steel pipes using finite element analysis[J].The International Journal of Advanced Manufacturing Technology,2009,43(11):1144-1156.
[10]刘政军,赵福东,苏允海,等.磁场对AZ31镁合金焊接接头疲劳性能的影响[J].沈阳工业大学学报,2012,34(5):486-490.(LIU Zheng-jun,ZHAO Fu-dong,SU Yun-hai,et al. Influence of magnetic field on fatigue performance of AZ31magnesium alloy welded joint[J].Journal of Shenyang University of Technology,2012,34(5):486-490.)
[11]董旭,戴志勇,王冠,等.磁场参数对400 MPa级超细晶粒钢 MAG焊缝组织的影响[J].热加工工艺,2015,44(1):33-35.(DONG Xu,DAI Zhi-yong,WANG Guan,et al. Effect of parameters of magnetic field on microstructure of MAG weld metal of 400MPa ultra-fine grained steel[J].Hot Working Technology,2015,44(1):33-35.)
[12]蔡厚清.外加磁场对CO 2焊短路过渡焊缝成形机理的影响[J].失效分析与预防,2005,26(4):17-20.(CAI Hou-qing.The effect of outside magnetic field on welded form in CO 2arc welding[J].Failure Analysis and Prevention,2005,26(4):17-20.)
(责任编辑:尹淑英 英文审校:尹淑英)
Influence of longitudinal magnetic field on welding arc and formation of weld bead in CO 2welding
CHANG Yun-long
1,BAI Jin
1,LIU Dan
1,MEI Qiang
1,2
(1.School of Materials Science and Engineering,Shenyang University of Technology,Shenyang 110870,China;2.College of Applied Technology,Dalian Ocean University,Dalian 116300,China)
Abstract:In order to promote the development of CO 2welding,it is very important to reduce the welding spatter rate and improve the formation of weld bead.Under the action of external longitudinal magnetic field with different intensities and frequencies,the morphologies of welding arc were observed with high speed camera technology.Meanwhile,the changes of weld width and penetration were measured.The results show that when the excitation current is1 A and the excitation frequency is50 Hz,the shape of welding arc changes from cone shape to bell shape,and the welding arc rotates according to a certain direction,which w ill improve the stiffness and stability of welding arc and thus the welding effect is better.With increasing the magnetic field parameters,the weld width and penetration of weld bead first increase and then decrease. Therefore,to control the magnetic field parameters in a certain range can effectively improve the formation of weld bead and reduce the welding spatter.
Key words:CO 2welding;longitudinal magnetic field;magnetic field parameter;welding arc;formation of weld bead;spatter;high speed camera;weld width;weld penetration
中图分类号:TG 442
文献标志码:A
文章编号:1000-1646(2016)06-0612-06
doi:10.7688/j.issn.1000-1646.2016.06.03
收稿日期:2016-03-30.
基金项目:国家自然科学基金资助项目(51275314);沈阳市重点实验室基金资助项目(F14-184-1-00).
作者简介:常云龙(1963-),男,辽宁沈阳人,教授,博士生导师,主要从事焊接工艺设备及自动化等方面的研究.
网络出版地址:09-07 16∶06在中国知网优先数字出版.
网络出版地址:http:∥www.cnki.net/kcms/detail/21.1189.T. 20160907.1606.010.html