表1 堆焊工艺参数
Tab.1 Technological parameters for hard facing
刘政军,勾 健,贾 华,苏允海
(沈阳工业大学 材料科学与工程学院,沈阳 110870)
摘 要:为了研究药芯焊丝中Cr和B含量对堆焊层组织与性能的影响规律,采用自保护明弧堆焊法制备了 Fe-Cr-C-B系耐磨药芯焊丝.利用光学显微镜、扫描电子显微镜和X射线衍射仪,对堆焊层的显微组织和耐磨性进行了分析.结果表明,适量的Cr、B可使堆焊层的性能更为优异.随着B元素的加入,堆焊层的显微组织由M 23C 6相向 M 23(C,B) 6相转变,弥散分布的硼化物可呈层片状、菊花状等.硼化物显著改善了 Fe-Cr-C-B系堆焊合金的耐磨性,且其耐磨性与硼化物的数量、致密度和尺寸有关,并最终确定了 Cr和B元素的最佳质量分数.
关 键 词:药芯焊丝;明弧;堆焊;显微组织;堆焊层;硼化物;弥散;耐磨性
资源的短缺是当今社会人们所面临的主要问题之一,因此,提高材料的质量和使用寿命对社会和经济的发展具有至关重要的作用.机械零件失效的一般形式为磨损 [1-2].药芯焊丝作为一种现代材料产品,其发展和应用已经逐渐适应了高质量、高效率和低成本的生产趋势要求,可以提高并改善材料的耐磨性能,从而提高材料的使用寿命 [3].
在Fe-Cr-C-B合金体系中,若Fe、Cr和 C元素配比合理,可以形成M 7C 3、M 23C 6等硬质相,这些硬质相对堆焊层力学性能、硬度和耐磨性的提高具有重要意义 [4].很多研究者 [5-6]通过在堆焊合金中加入合金元素,使合金中产生了大量原位生成的合金碳化物,形成了复杂金属间化合物、共晶化合物等,从而对堆焊层的性能进行了强化,合金元素的加入还可以起到改变硬质相尺寸和分布形态的作用.文献[7-8]指出,与外加硬质相颗粒与基体的结合强度相比,合金中析出的硬质相强度更高,从而大大降低了耐磨合金剥落磨损失效的几率.当B作为添加元素时,焊丝表现出良好的耐磨性能.在 Fe-Cr-C-B系堆焊合金中,本文通过调节 Cr元素含量,对堆焊层的性能进行了优化,并研究了 Cr和B含量对堆焊层显微组织与耐磨性的影响.
药芯焊丝由药粉和钢带组成.钢带材料为H08A,药粉由高碳铬铁(68%Cr、4%C)、硼铁(18%B)、银片状石墨(碳含量高于98%)、还原铁粉等原料组成.利用100目筛过滤粉末,并通过烘干去除水分.将粉末混合并搅拌均匀后,利用药芯焊丝成型机轧制得到焊丝.药芯焊丝的具体生产流程为:药粉的准备、轧制 U型钢带、药粉填充、合缝轧制成型、精拔减径,以及装桶或呈绕.初次轧制成型的焊丝直径为3.2mm,焊丝每次减径0.2mm,直至将焊丝拉拔至直径为2.8mm.生产的焊丝为O型搭接,包粉率设定为45%.所得焊丝表面较为清洁.
在试验过程中,堆焊工艺参数如表1所示.完成堆焊后,需要进行空冷,焊渣可以自动脱落,焊缝表面光洁、无粘渣.堆焊合金的成分为w(C)=1.0%~3.0%,w(Cr)=10% ~25%,w(B)=0.5%~2%,w(Al)=0.8%~1%,余量为Fe.
表1 堆焊工艺参数
Tab.1 Technological parameters for hard facing
利用砂轮将明弧堆焊试样表面打平,采用HR-150洛式硬度计测试试样的硬度.随机选取3点,每点测量5次,取其平均值作为试样的硬度值.采用线切割方式切取尺寸为10mm×10mm× 15mm的金相试样,利用光学显微镜和扫描电子显微镜观察其显微组织.利用X射线衍射仪对金相试样表面进行相组成分析.
利用MLS-23型湿式橡胶轮磨粒磨损试验机进行磨损试验.在试验过程中,橡胶轮转速为240 r/m in;橡胶轮直径为150 mm;磨损时间为25min;试验砂浆成分为1 000 g水+1 500 g磨料.
2.1 堆焊层的硬度和耐磨性能
图1为不添加 B元素与添加质量分数为0.5%的B元素条件下,不同Cr含量对堆焊层硬度的影响曲线.由图1可见,当Cr元素的质量分数介于10%~25%时,两组试样堆焊层的硬度均随着 Cr质量分数的增大而增大.当不添加 B元素,且 Cr的质量分数高于25%时,堆焊层硬度逐渐下降.这是因为此时堆焊层中 C元素的含量有限,Cr元素的含量已经饱和,导致 C和Cr元素的结合趋势降低,因而铬碳化合物硬质相的含量减少,使得堆焊层硬度降低.当合金中添加质量分数为0.5%的B元素且Cr的质量分数高于25%时,堆焊层硬度继续增加,且当Cr元素的质量分数为30%时,堆焊层的硬度约为63 HRC.由此可见,B元素的添加可以显著提高堆焊层的硬度.这是因为加入的B元素可以代替一部分 C元素,因而形成了数量更多且硬度更高的硼化物硬质相,因此,堆焊层硬度随着 Cr元素含量的增加而增大.
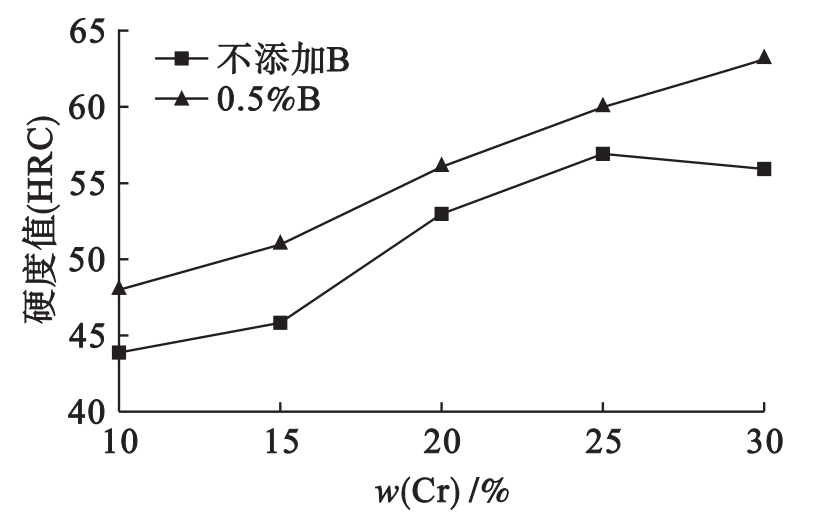
图1 Cr添加量与堆焊层硬度的关系
Fig.1 Relationship between addition amount of Cr and hardness of surfacing layer
图2为不添加 B元素与添加质量分数为0.5%的B元素条件下,不同Cr添加量对堆焊层磨损量变化的影响曲线.由图2可见,对于添加了B元素的合金而言,当Cr的质量分数为25%时,堆焊层磨损量达到最低值0.032 7 g;当Cr元素含量介于10%~25%时,随着 Cr元素质量分数的增加,堆焊层磨损量随之下降.这是由于Cr元素质量分数的增加形成了更多的硬质相,因而可增大硬质相与基体的接触面积,从而提高了堆焊层的耐磨性能.此外,由图2可以观察到,当Cr的质量分数高于25%时,对于未添加与添加 B元素的合金而言,其堆焊层磨损量均随之上升.这种试验现象可以归结于两方面原因:一方面是处于饱和状态的Cr元素导致碳铬化合物硬质相的含量降低;另一方面是过量的Cr元素促使硼化物等硬质相发生了剥落和脆性断裂,而脆性材料的剥落形成的凹坑致使堆焊层的磨损量增加.综上所述,当B元素的质量分数为0.5%且 Cr元素的质量分数为25%时,堆焊层的耐磨性能最佳.
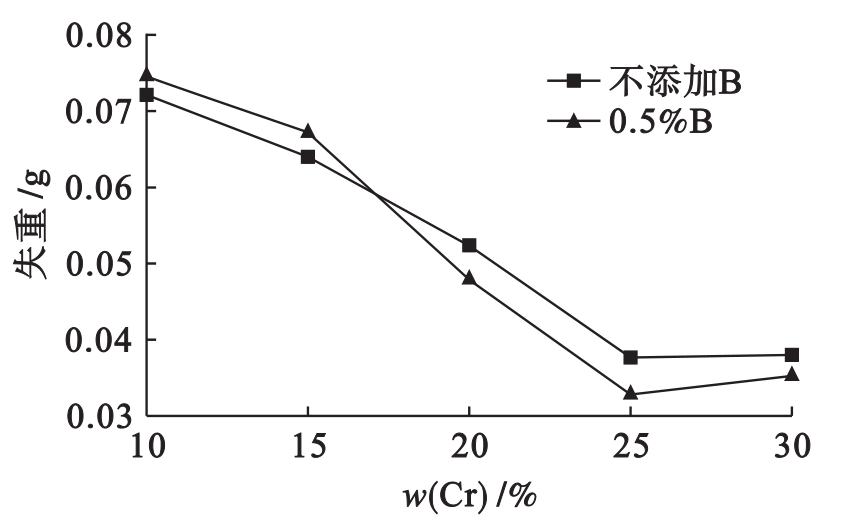
图2 Cr添加量与堆焊层磨损量的关系
Fig.2 Relationship between addition amount of Cr and wear loss of surfacing layer
2.2 堆焊层的显微组织
图3为当Cr的质量分数为25%时,不同B元素含量下堆焊层的显微组织.由图3a可见,当未添加 B元素时,在堆焊层中观察到了连续的网状组织,该网状组织呈均匀分布但较为稀疏.由图3b可见,当B元素的质量分数为0.5%时,堆焊层的显微组织呈树枝状,这些树枝状组织致密度较高,且与基体的结合面积较大,因而可以提高堆焊层的结合强度.堆焊合金的耐磨性取决于硼化物的大小、形态、分布状态和化学成分 [9].在磨损过程中,图3b中的硼化物更不容易脱落,因而有效地增大了磨粒的切削阻力.可见,显微组织的尺寸、致密度和数量均能显著影响堆焊层的硬度和耐磨性,尺寸效应十分显著.
图4为当Cr的质量分数为25%时,不同B元素添加量下堆焊层的SEM图像.由图4a可见,当未添加B元素时,合金堆焊层由共晶组织和初生相构成.大量的铬碳化合物硬质相在晶界附近偏聚,致使网格边界组织发生了较为明显的粗化,且基体组织被共晶体以网状形态围绕.由图4b可见,当B元素的质量分数为0.5%时,合金堆焊层中出现了由硼化物等硬质相构成的共晶组织.这是由于随着 B元素的加入,共晶点明显左移,使得堆焊层在正常凝固条件下容易产生更多共晶组织的缘故.
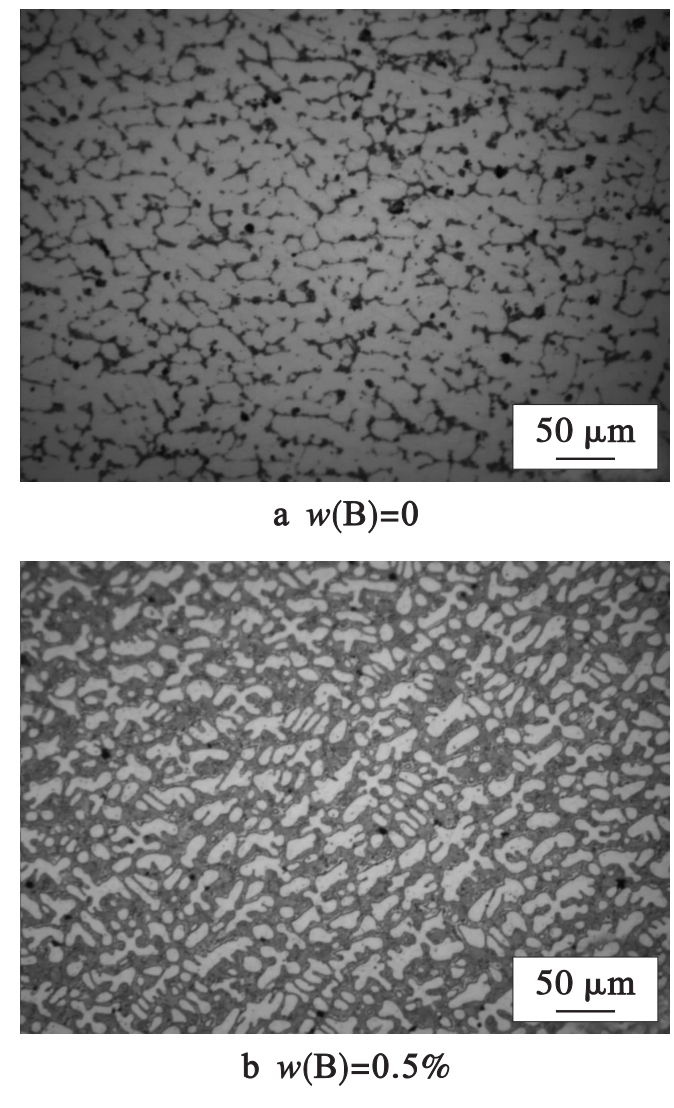
图3 不同B元素添加量下堆焊层的显微组织
Fig.3 Micro structures of surfacing layer with different addition amounts of B element
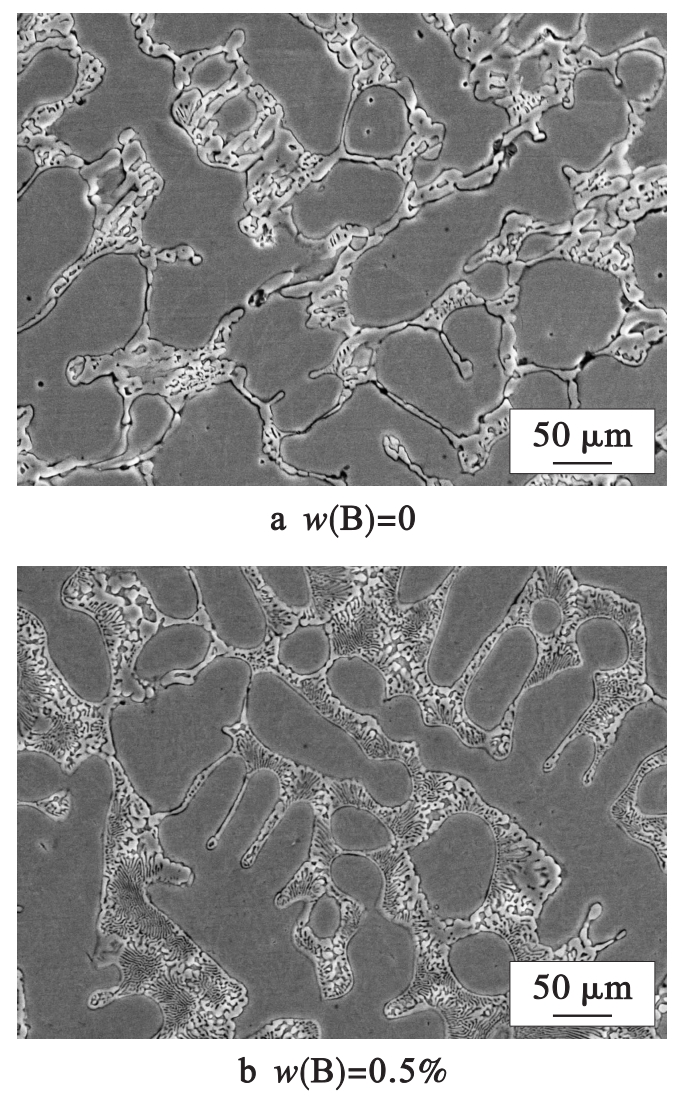
图4 不同B元素添加量下堆焊层的SEM图像
Fig.4 SEM images of surfacing layer w ith different addition am ounts of B element
此外,当B元素的质量分数为0.5%时,共晶组织的形态逐渐向层片状、菊花状等形态转变,且尺寸显著增大.在层片状区域中,Cr、B、C等元素被硼化物以非均匀形核的方式吸收,同时伴随着晶体的不断形核与长大,最终形成了层片状共晶组织 [10].当共晶温度低于合金液相线温度时,基体产生了很大的过冷度,具有光滑界面的硼化物的生长落后于具有粗糙界面的固溶体,各向异性导致滞后生长的硼化物在剩余空间内发生了枝化,从而产生了菊花状组织.堆焊层中含有大量的碳、硼化物等硬质相,一方面,这些硬质相呈弥散分布,减少了较软的基体和磨粒的接触面积,因而可对挤压、犁沟、切断机制起到抵制作用;另一方面,这些硬质相可以起到抗磨耐磨骨架的作用,导致显微切削运动受到了硬质相颗粒的阻碍作用,且硬质相越密集,阻力越大,因而硬质相的存在可以显著提高堆焊层的耐磨性.
2.3 堆焊层的物相分析
为了确定堆焊层显微组织中硬质相的元素组成,利用能谱仪对堆焊层中的典型层片状组织进行了能谱测定,初步确定了该组织中各元素的成分和含量.层片状组织中硬质相能谱分析结果如图5、表2所示.由图5和表2可知,层片状组织主要由Fe、Cr、C和B元素组成,可以认为层片状组织为M 23(C,B) 6型碳硼化物.共晶组织由多相混合而成,其中 Fe元素的含量最高,而在堆焊层显微组织的其他部位未曾检测到 B元素,表明 B元素仅以层片状形式存在于基体中.
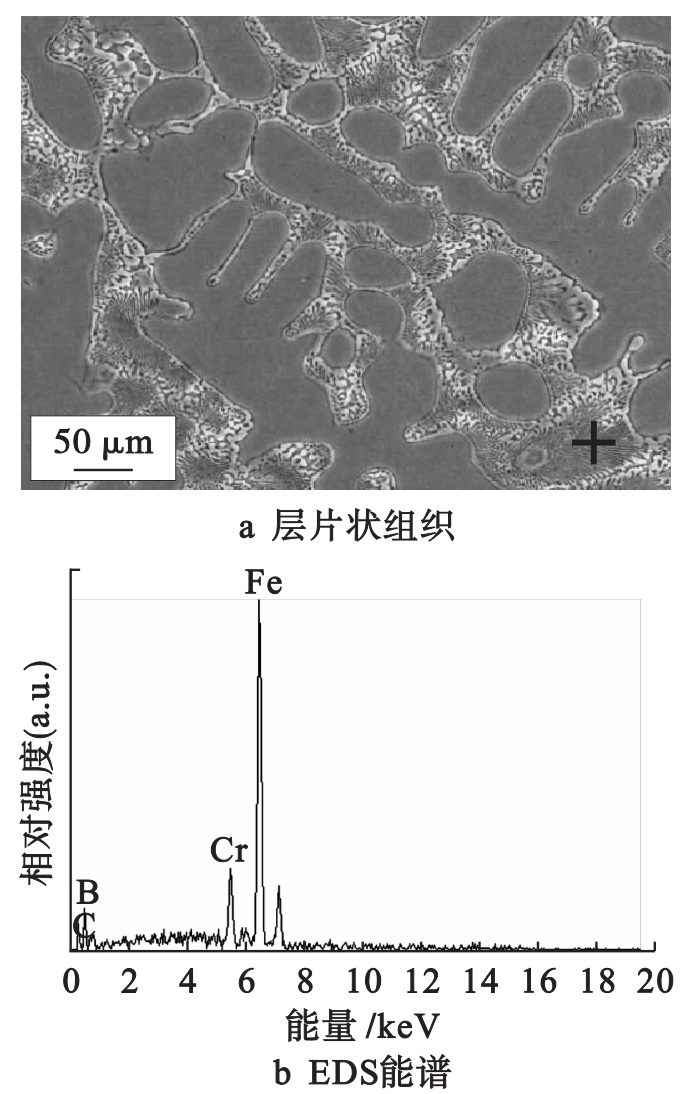
图5 硬质相能谱分析
Fig.5 EDS analysis for hard phase
表2 硬质相能谱分析结果
Tab.2 EDS analysis results for hard phase %
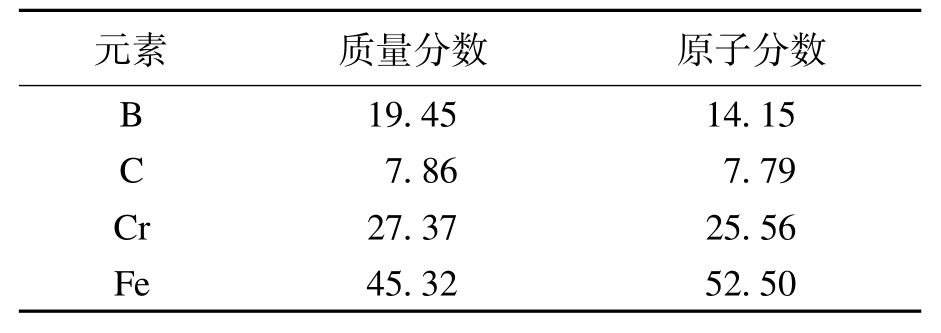
图6为不同B添加量下堆焊层的XRD图谱.由图6可见,当不添加 B元素时,堆焊层主要由α-Fe、M 23C 6相组成.当添加质量分数为0.5%的 B元素时,堆焊层主要由M 23(C,B) 6、α-Fe和M 23C 6相组成.由图6还可以观察到,M 23C 6相的衍射峰强度较高,表明其在堆焊层中的含量较高. M 23(C,B) 6相可与基体紧密地联系在一起,因而可以降低堆焊层的磨损量.两种堆焊层中的α-Fe衍射峰均呈现逐渐下降的趋势,这是由于基体组织逐渐被更多的共晶体环绕的缘故.硼化物的出现改善了堆焊层碳化物的分布形态,提高了碳化物的韧性,从而使得弥散分布在基体中的碳化物可以起到钉扎骨架的作用,因而能很好地抵抗磨粒磨损.此外,不同形态的M 23(C,B) 6、M 23C 6硬质相可以起到联合强化作用,进而大幅度提高了堆焊层的耐磨性能.

图6 不同B添加量下堆焊层的XRD图谱
Fig.6 XRD spectra of surfacing layer with different addition amounts of B element
通过以上试验分析可以得到如下结论:
1)当Cr的质量分数为25%、B的质量分数为0.5%时,堆焊层失重为0.032 7 g,耐磨性能较好.
2)Fe-Cr-C-B系堆焊合金中析出的硼化物呈弥散分布.硼化物可改善堆焊层的基体组织,且其致密度和数量显著影响堆焊层的硬度和耐磨性.
3)当堆焊合金中加入B元素后,堆焊层的显微组织由M 23C 6相向 M 23(C,B) 6相转变.
参考文献:(
References:):
[1]刘政军,李乐成,武小娟,等.磁控状态下 Fe90堆焊层显微组织对力学性能的影响[J].沈阳工业大学学报,2013,35(1):31-35.(LIU Zheng-jun,LI Le-cheng,WU Xiao-juan,et al. Effect of micro structure on mechanical properties of Fe90 surfacing layer at magnetic control state[J]. Journal of Shenyang University of Technology,2013,35(1):31-35.)
[2]赵梓淳,苏允海,黄宏军.铬碳化合物对Fe-Cr-C堆焊层组织耐磨性影响的研究[J].热加工工艺,2015,44(15):60-62.(ZHAO Zi-chun,SU Yun-hai,HUANG Hong-jun. Research on effect of chromium-carbon compounds on abrasion resistance of Fe-Cr-C surfacing layer[J]. Hot Working Technology,2015,44(15):60-62.)
[3]马凯夫.系列药芯焊丝制备及其焊接工艺研究[D].长沙:中南大学,2014.(MA Kai-fu.Developing on production and welding technology of series flux-cored w ire[D].Changsha:Central South University,2014.)
[4]刘政军,温晓波,苏允海.外加磁场电流对镁合金焊接接头力学性能的影响[J].沈阳工业大学学报,2012,34(3):258-262.(LIU Zheng-jun,WEN Xiao-bo,SU Yun-hai.Effect of imposed magnetic field current on mechanical properties of magnesium alloy welded joint[J].Journal of Shenyang University of Technology,2012,34(3):258-262.)
[5]Liu D S,Liu R P,Wei Y H.Effects of titanium additive on micro structure and wear performance of iron based slag-free self-shielded flux-cored w ire[J].Surface&Coatings Technology,2012,78(2):579-586.
[6]龚建勋,丁芬,唐天顺,等.硅对自保护明弧堆焊合金Fe-Cr-C-B显微组织及性能的影响[J].焊接学报,2013,34(7):17-20.(GONG Jian-xun,DING Fen,TANG Tian-shun,et al. Effect of Si on micro structure and properties of Fe-Cr-C-B self-shielded open arc hard facing alloys[J].Transactions of the China Welding Institution,2013,34(7):17-20.)
[7]张玉峰,王晓东,姜忠宝.Fe/Cr-WC系药芯焊丝堆焊耐磨合金层性能研究[J].表面技术,2011,40(5):54-56.(ZHANG Yu-feng,WANG Xiao-dong,JIANG Zhong-bao.Research on property of wear resistant alloy overlying welded by Fe/Cr-WC welding w ire w ith flux cored[J].Surface Technology,2011,40(5):54-56.)
[8]Jankauskas V,Kreivaitis R,Milcius D,et al.Analysis of abrasive wear performance of arc welded hard layers[J].Wear,2008,265(11):1626-1632.
[9]Buchely M F,Gutierrez J C,Leon L M,et al.The effect of micro structure on abrasive wear of hard facing alloys[J].Wear,2005,259(1):52-61.
[10]宗琳.原位自生陶瓷复合堆焊层的组织与耐磨性研究[D].沈阳:沈阳工业大学,2012.(ZONG Lin.Study on micro structure and wear resistance of in situ synthesis of ceramic phase reinforced Fe-based coating[D].Shenyang:Shenyang University of Technology,2012.)
(责任编辑:尹淑英 英文审校:尹淑英)
Microstructures and wear resistance of Fe-Cr-C-B series flux-cored w ire
LIU Zheng-jun,GOU Jian,JIA Hua,SU Yun-hai
(School of Materials Science and Engineering,Shenyang University of Technology,Shenyang 110870,China)
Abstract:In order to clarify the influence of Cr and B contents in the flux-cored w ire on the micro structures and properties of surfacing layer,the Fe-Cr-C-B series flux-cored w ire with wear resistance was prepared with self-shield open arc hard facing method.In addition,the micro structures and wear resistance of surfacing layer were investigated with optical microscope(OM),scanning electron microscope(SEM)and X ray diffractometer(XRD).The results show that the appropriate amount of Cr and B elements can make the properties of surfacing layer more excellent.With the addition of B element,the micro structure of surfacing layer changes from M 23C 6phase into M 23(C,B) 6phase.The dispersed borides can be amellar-like and chrysanthemum-like shape.The borides significantly improve the wear resistance of Fe-Cr-C-B series hard facing alloy,and the wear resistance is related to the quantity,tightness and size of borides.The optimal mass fraction of Cr and B elements are eventually determined.
Key words:flux-cored w ire;open arc;hard facing;micro structure;surfacing layer;boride;dispersion;wear resistance
中图分类号:TG 406
文献标志码:A
文章编号:1000-1646(2016)06-0618-05
doi:10.7688/j.issn.1000-1646.2016.06.04
收稿日期:2016-03-16.
基金项目:辽宁省博士启动基金资助项目(20131079).
作者简介:刘政军(1961-),男,黑龙江讷河人,教授,博士生导师,主要从事焊接冶金、特种焊接材料和表面强化等方面的研究.
网络出版地址:09-07 16∶06在中国知网优先数字出版.
网络出版地址:http:∥www.cnki.net/kcms/detail/21.1189.T. 20160907.1606.014.htm l