图1 逆变弧焊电源的原理图
Fig.1 Principle diagram of inverter arc welding power
材料科学与工程
随着自动化控制技术和电子技术的飞速进步,焊接电源不断地进行更新换代.在焊接过程中由于具有高效节能、易于实现的实时控制等优势,焊接电源已经成为弧焊电源的发展主流,并以高效节能、体型轻小的优点受到了国内外学者的高度重视与用户的高度认可[1-2].逆变弧焊电源可将工频交流电进行整流滤波并输出直流电,再将直流电逆变为中高频交流电,之后以焊接变压器为媒介,将中高频交流电耦合到输出整流电路,从而实现直流焊接功能[3-4].对于国内外相关领域而言,发展逆变式电源可以有效推进节能环保事业的发展,因而对弧焊逆变电源的研究与改进具有重大意义.由于中频变压器在弧焊电源中直接和相对易损的功率开关器件相连接,同时又在相对较高的输入电压条件下运行,因此,中频变压器性能的高低将直接影响整个电源的工作性能,以及其自身的发热和效率,甚至会影响功率开关器件的正常运行.
目前有关逆变弧焊电源的研究较多.崔爱玲[5]对弧焊逆变电源的数字化控制技术进行了细致分析并对其进行了较深入的研究,将DSP芯片用作控制系统的核心部分,在熔化极及其保护焊接电源系统的控制中使用数字信号处理器,从而得到数字化焊接电源.路广[6]针对MIG/MAG焊接技术,研制出数字化IGBT逆变脉冲焊接电源,并获得了相关的实验数据.
弧焊变压器与普通变压器相比,因技术要求不同,二者结构也有所不同.在满足焊接的相关工艺要求和获得陡降外特性的前提下,弧焊变压器普遍有两种形式:一种是增加变压器本身的漏 抗;另一种是在弧焊变压器的二次绕组中串联电抗器[7].
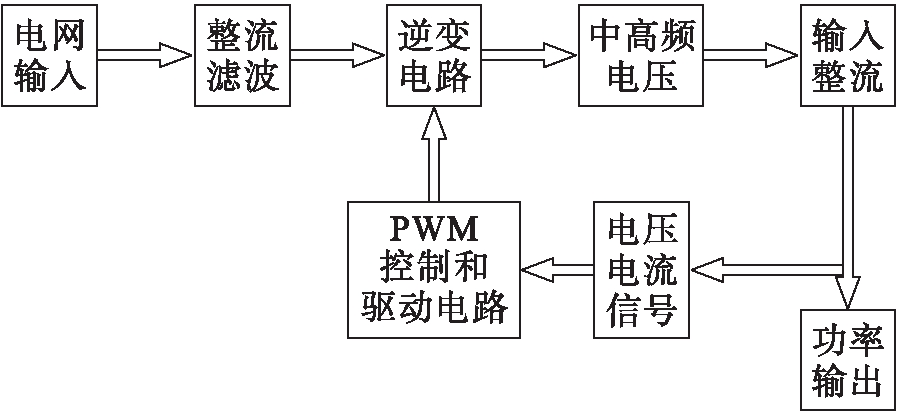
图1为逆变弧焊电源的原理图.逆变弧焊电源主要由主电路和控制电路两部分组成.主电路将从电网获得的电能传输到负载电路,其功能是进行交流电和直流电之间的转换,可以有效改变变压器的体积和弧焊电源的动态特性.控制电路的主要作用是为主电路提供开关脉冲信号,从而保证主电路的正常稳定运行,并借助反馈系统对弧焊逆变器进行实时闭环控制.
图1 逆变弧焊电源的原理图
Fig.1 Principle diagram of inverter arc welding power
逆变弧焊电源的主电路主要包括输入整流滤波电路、逆变电路、变压器、输出整流滤波电路等几个重要组成部分[8].总体逆变形式为AC→DC→AC→DC.在前端连接滤波器是为了保证输入直流电较为平滑.逆变弧焊电源的主电路图如图2所示.
图2 逆变弧焊电源的主电路图
Fig.2 Main circuit diagram of inverterarc welding power
图3为逆变弧焊电源的电路结构示意图.作为弧焊逆变器核心器件,中频变压器在弧焊逆变电源工作过程中的主要作用是传递中频矩形交替脉冲,从而完成电压变换、功率传递与电气隔离.由图3可见,逆变弧焊电源主电路的工作原理为:经过单相桥式整流后,将单相220 V电压输出为带纹波的直流电压,再经由电解电容Cl和C2组成的滤波电路进行滤波后得到310 V直流电压.
铁芯和绕组是中频变压器两大重要组成部分,直接影响变压器的升压或降压、功率传输,以及输入与输出分隔.铁芯材料的选取至关重要,好的铁芯材料可以有效减小漏抗并增加饱和磁通密度.由于逆变弧焊电源主要以IGBT为主开关器件,且频率一般介于20~30 Hz,而中频变压器的工作频率一般大于20 kHz[9].如果选用薄硅钢片作为铁芯材料,在保证较低涡流耗损的前提下,钢片厚度将很小,从而会增大钢片的制作难度.目前铁氧体、非晶与微晶态合金材料已经成为逆变弧焊电源普遍选用的铁芯材料,表1为不同铁芯材料的主要电磁性能.
由于铁氧体具有远远高于其他金属材料的电阻率,因而能够有效减少涡流现象的出现.铁氧体高频消耗很小,原料成本低廉,但是由于饱和磁通密度过小,为了满足要求,变压器的铁芯结构尺寸必然增加,从而导致耦合系数值增大.由于大尺寸铁芯制作困难,热稳定性较差,且居里温度一般处于100~180 ℃之间,而由压铸而成的铁氧体不但易脆且强度较低,因此,铁氧体铁芯材料并不适用于高频大功率逆变电源,而多适用于小功率逆变电源.
作为近20年迅速崛起的新型材料,非晶态合金具有能耗低、涡流阻碍力强、矫顽力小、易磁化、电阻率大、温度系数小、磁感应强度高等优点.但由于在20 kHz工作频率条件下,非晶态铁芯的有效磁导率过低,从而使其发展遇到了阻碍.
微晶合金是一种铸造合金材料,其晶粒可细化至微米级别.微晶合金由铁、硅、硼以及少量铜、钼、铌等元素组成.因微晶态合金具有综合磁性能良好的优势,使其成为市场上大部分软磁材料的替代品.目前微晶合金在电力电子行业中得到普遍应用,广泛用于制备饱和电抗器、高频变压等器件的铁芯.
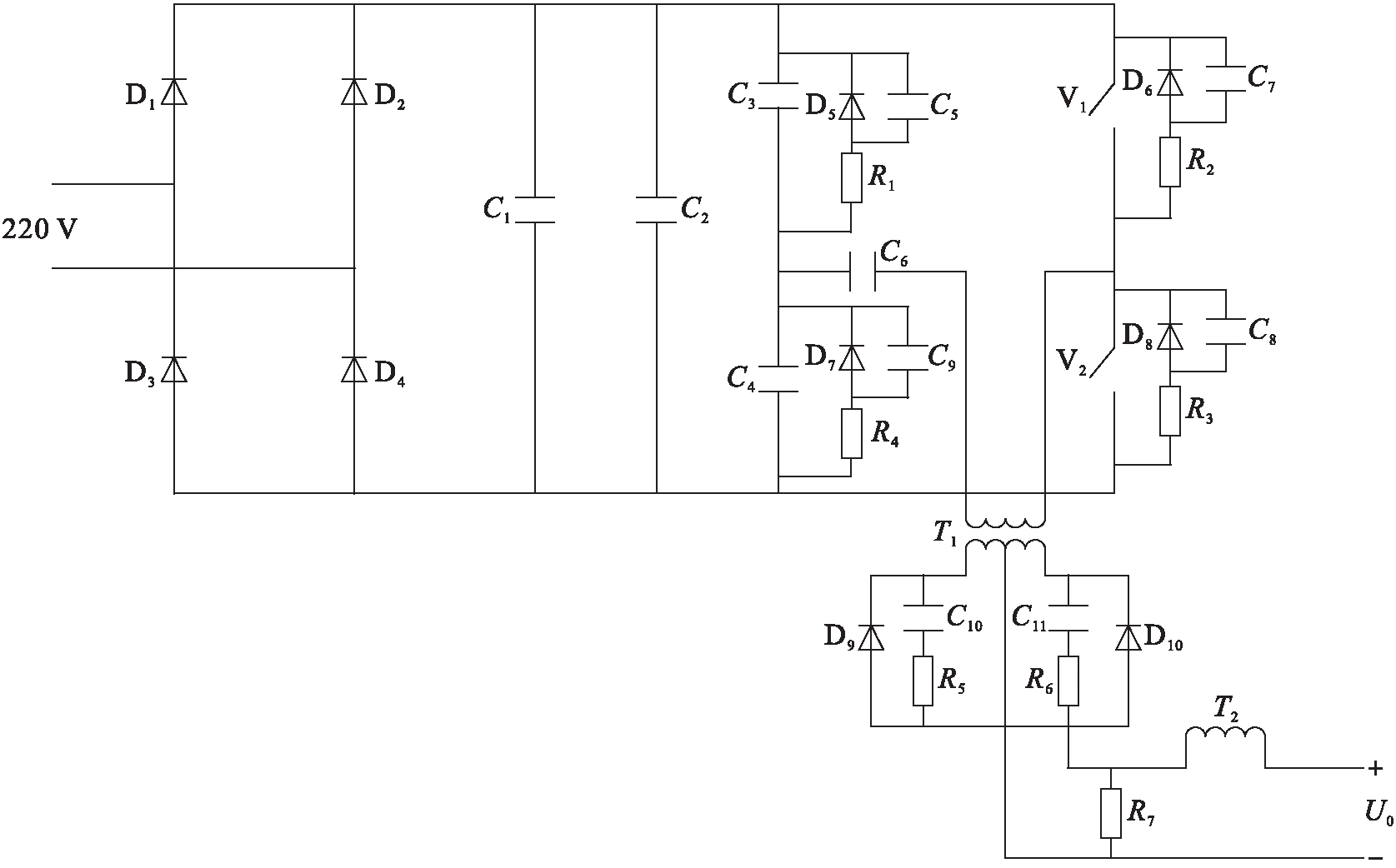
图3 逆变弧焊电源的电路结构示意图
Fig.3 Schematic diagram of circuit structure of inverter arc welding power
表1 不同铁芯材料的电磁性能比较
Tab.1 Comparison in electromagnetic properties of different iron cores

材料饱和磁通密度/T25℃100℃初始磁导率(H·m-1)电阻率(μΩ·cm)工作频率kHz居里温度℃铁氧体0.400.260.3106~1012500100~180非晶态合金1.501.351.113020415微晶态合金1.251.201.012550650
变压器铁芯材料应从铁芯的工作环境、传输效率、以及对能耗、体积大小、经济性、使用性能等方面进行全面分析与选取.由于逆变器往往在环境温度低、工作频率高的情况下工作,因此,铁芯材料大多选用非晶材料和铁氧体这两种材料.
当进行变压器设计时,需要注意避免铁芯饱和现象的发生,还要调控工作磁通密度,从而保证变压器体积不至于过大.同时,由于变压器与高压开关器件相连接,在其运转时可能因为铁芯在几个周期内的瞬间饱和而使开关器件破损.可以通过减小起动脉冲来避免瞬间饱和现象的发生,较普遍的方法是选用小于有效饱和磁通密度的磁通密度,虽然这样会导致变压器体积增大,但励磁电流的减小和铁芯的消耗会提高变压器的工作效率,从而对温升的降低十分有利.目前铁氧体铁芯已逐渐被其他新型材料所代替.铁氧体铁芯虽然容易加工,电阻率偏高,但其有效饱和磁通密度较小,不便于生产制造,仅适用于制造中小功率的脉冲变压器.与铁氧体相比,非晶材料的饱和磁通密度和导磁率较高,且损耗较小.因此,在制作高功率和高频率的逆变器中多采用非晶材料.本文选用微晶合金作为铁芯材料.
作为重要的电力设备,变压器的稳定运行是电力系统安全运行的重要前提,变压器在运行过程中出现的故障大部分是由绕组变形导致的[10-11].在满足一定大小的励磁电流(铁芯不发生饱和现象)和温升的前提下,尽可能地减小铁芯体积和匝数,提高逆变器的性能为变压器的主要设计原则.因此,设计弧焊电源变压器的主要环节就在于确定微晶合金铁芯的型号、大小,以及各个副绕组的匝数与导线的尺寸和类型.
变压器铁芯尺寸可由面积乘积法来确定,其计算公式为
P=0.005 3fSWSCΔBJ
(1)
式中:f为工作频率;SW为铁芯窗口面积;SC为铁芯有效截面积;P为变压器额定输出功率;ΔB为磁感变化值;J为电流密度,且具体数值由发热量、散热环境和绝缘程度三者共同决定.
在50 kHz工作频率下,本文取磁感变化值为0.8 T,有效饱和磁通密度为1.2 T,窗口利用系数为1/3,电流密度为3 A/mm2.由于需要预留出适当的空隙以便满足通风和绕线的要求,故窗口利用系数选用1/3是合理的.已知输出电流为200 A,经计算负载电压为28 V,输出功率为5.6 kW.考虑到实际工作情况,输出功率应稍高于计算值,本文取其数值为7.2 kW.由式(1)可以计算得到铁芯尺寸,即SW与SC的乘积为11.32 cm4.
表2为不同规格铁基纳米晶铁芯的相关参数.若选择规格为ONL_704025的铁芯,保护盒窗口内径尺寸d为37 mm,铁芯有效截面积SC为2.63 cm2,则窗口面积为πd2/4=10.75 cm2.由于窗口利用系数取1/3,则铁芯窗口面积SW=3.58 cm2,因而铁芯尺寸SWSC=9.42 cm4>11.32 cm4,故规格为ONL_704025的产品不符合技术要求.若选择规格为ONL_805025的铁芯,保护盒窗口内径尺寸为44 mm,铁芯有效截面积为2.63 cm2,则经计算可得窗口面积为15.21 cm2,铁芯窗口面积为5.07 cm2,因此,铁芯尺寸为13.34 cm4且大于11.32 cm4,故ONL_805025规格的铁芯满足技术要求.同理可得,规格为ONL_120070025与ONL_120070030的铁芯均满足技术要求.
表2 不同规格铁基纳米晶铁芯的相关参数
Tab.2 Related parameters for iron based nanocrystalline cores with different specifications
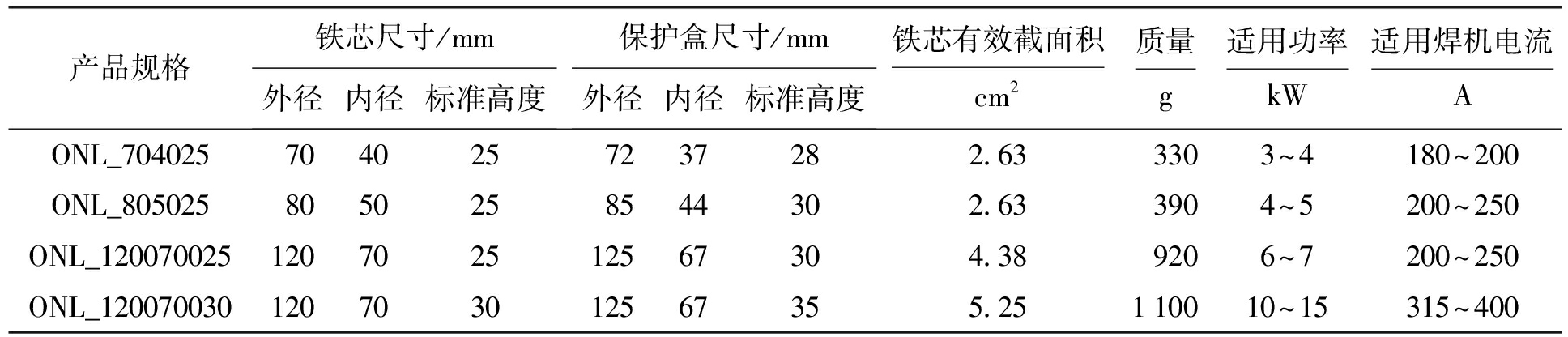
产品规格铁芯尺寸/mm外径内径标准高度保护盒尺寸/mm外径内径标准高度铁芯有效截面积cm2质量g适用功率kW适用焊机电流AONL_7040257040257237282.633303~4180~200ONL_8050258050258544302.633904~5200~250ONL_120070025120702512567304.389206~7200~250ONL_120070030120703012567355.25110010~15315~400
理论而言,变压器的原边电压幅值与整流输出电压值相等,而电压通过整流滤波输出后,可按电网输入峰值电压进行计算.中频变压器输入峰值电压表达式为

(2)
式中,U0为额定电压.
逆变手工电弧焊中电压与电流关系为Uf=20+0.04I.由于额定电流I为200 A,则负载电压Uf=28 V.同时考虑到整流二极管电压和铜线的压降情况,分别取其压降数值为1.35和2 V,从而可以得出变压器副边电压数值U2=(28+1.35)×2+2=59.7 V.
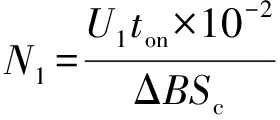
由于中频变压器变换的是交流方波,通常按正弦波计算变压器绕组的公式已不适用,故变压器的一次侧绕组匝数可由电磁感应定律来计算,具体计算表达式为
(3)
式中,ton为脉冲宽度.
假设在50 kHz工作频率下选用的波形占空比为0.4,则脉冲宽度ton=(1/f)×0.4=8 μs,代入式(4)可得N1=11.83匝.如果匝数值过小,会导致侧电压下降,为了保证变压器的输出功率不变,必然需要增大电流,从而导致线圈发热并可能超出其原有设计范围,因此,本文取N1为12匝.
由于变压器匝数会对电压产生直接影响,根据二者满足正比例关系这个特点,可以得到二次侧绕组匝数计算表达式为
(4)
经计算可得N2计算值为2.3.由于副边线圈匝数必为整数,否则需取相近整数,然后适当修正N1值.本文取N2为3匝,则变压器的变压比n=N1/N2=4.
变压器各绕组导线的截面积计算表达式为
S=I/J
(5)
经计算可得I1、I2数值分别为23.15和120.6 A.代入式(5)可知,变压器绕组导线的截面积S1与S1分别为7.72和40.2 mm2.
因受到趋肤效应作用,无法仅仅根据电流密度和有效值的方法来计算绕组导线线径,而应先求出其穿透深度,且原、副边绕组导线线径的选择需要遵循小于二倍穿透深度的原则.根据导线要求的截面与由穿透深度决定的最大有效直径的关系决定绕组方法,当导线要求的截面大于最大有效直径时,应选用小直径多股导线并绕方式.用于副边线圈的铜带应宽且扁,且厚度不能超过穿透深度的两倍,绕组根数可由流过的最大电流来确定.
铁芯窗口利用系数的校核计算表达式为
(6)
由上式得出窗口利用系数K=0.42>1/3,因此,本文设计是合理的.
基于逆变技术设计了200 A中频弧焊电源变压器,通过讨论逆变弧焊电源变压器的结构和工作特点,结合弧焊电源的工作原理,详细介绍了弧焊变压器的设计方法.通过实验分析得到以下结论:
1) 200 A逆变弧焊电源变压器结构简单可靠,运行良好,能够稳定输出额定电流200 A.逆变弧焊电源变压器既不消耗实际元器件,又不限制所需元器件的种类和数量,实验成本较低而效率较高.
2) 在绕组导线线径设计完成后,需要进行窗口效验,从而尽可能使得两次绕组紧密藕合,以达到减小漏磁的目的.
[1]朱强,薛家祥,徐敏.弧焊电源智能控制研究现状与展望 [J].焊接技术,2015,44(7):1-5.
(ZHU Qiang,XUE Jia-xiang,XU Min.Research status and prospect of intelligent control of arc welding power source [J].Welding Technology,2015,44(7):1-5.)
[2]耿琳琳,吴志生,岳慧,等.逆变弧焊电源的研究及发展现状 [J].机械工程与自动化,2014(6):216-217.
(GENG Lin-lin,WU Zhi-sheng,YUE Hui,et al.Research and development status of inverter arc welding power source [J].Mechanical Engineering and Automation,2014(6):216-217.)
[3]金贤锋.基于DSP逆变弧焊电源的研究 [D].青岛:青岛大学,2015.
(JIN Xian-feng.Research on inverter arc welding power source based on DSP [D].Qingdao:Qingdao University,2015.)
[4]李翠华,赵文群,丁涛.零电压电流逆变弧焊电源设计 [J].通信电源技术,2017,34(4):114-116.
(LI Cui-hua,ZHAO Wen-qun,DING Tao.Design of zero voltage current inverter arc welding power source [J].Communication Power Supply Technology,2017,34(4):114-116.)
[5]崔爱玲.弧焊逆变电源的数字化控制技术分析 [J].通信电源技术,2015,32(3):80-82.
(CUI Ai-ling.Analysis of digital control technology of inverter arc welding power supply [J].Communication Power Supply Technology,2015,32(3):80-82.)
[6]路广.基于DSP的数字化逆变脉冲焊接电源研制 [D].兰州:兰州理工大学,2005.
(LU Guang.Development of digital inverting pulse welding power based on DSP [D].Lanzhou:Lanzhou University of Technology,2005.)
[7]王凯.弧焊变压器的安全用电 [J].装备制造技术,2013(3):159-160.
(WANG Kai.Arc welding transformer safe use of electricity [J].Equipment Manufacturing Technology,2013(3):159-160.)
[8]徐友慧.单端正激逆变多功能TIG焊机的研究 [D].兰州:兰州理工大学,2014.
(XU You-hui.Research on versatile single-ended forward inverter TIG welder [D].Lanzhou:Lanzhou University of Technology,2014.)
[9]钱勇,李承文,龚健,等.多功能逆变焊机功率变压器设计 [J].焊接技术,2013,42(5):59-61.
(QIAN Yong,LI Cheng-wen,GONG Jian,et al.Design of power transformer for multifunctional inverter welding machine [J].Welding Technology,2013,42(5):59-61.)
[10]林莘,薛君,徐建源.三种相量算法在变压器绕组参数辨识中的应用 [J].沈阳工业大学学报,2009,31(1):16-21.
(LIN Xin,XUE Jun,XU Jian-yuan.Application of three phase algorithms in parameter identification of transformer windings [J].Journal of Shenyang University of Technology,2009,31(1):16-21.)
[11]夏琳琳,文磊,刘惠敏,等.改进PSO-BPNN的电力变压器故障诊断与模式识别 [J].沈阳工业大学学报,2016,38(6):606-611.
(XIA Lin-lin,WEN Lei,LIU Hui-min,et al.Fault diag-nosis and pattern recognition of power transformer based on improved PSO-BPNN [J].Journal of Shenyang University of Technology,2016,38(6):606-611.)